История Великой Отечественной войны.
320,384
2,565

|
Старый Хрыч

|
| 11 янв 2019 19:59:10 |
!
Модераториал
Дискуссия 404
Исторический раздел модерируется. На всей его "территории" действуют, без каких либо ограничений и исключений, Правила ГА.
1. Все слухи и "совершенно достоверные сведения" от ОБС, распространяемые пользователями и "авторитетами", не имеют под собой никаких оснований, и являются ложью.
Никаких преследований по политическим взглядам и убеждениям не будет, и не планировалось изначально. Исключение составляют лишь те, которые запрещены Законами РФ.
2. В разделе категорически запрещаются:
- борцунство в любом виде
- выяснения отношений и переход на личности
- оскорбления оппонентов в ходе дискуссий
- перенос скандалов на другие ветки с жалобами и обвинениями оппонентов, в т.ч. в "Вопросы пользователей"
- оверквотинг (излишнее цитирование). Рекомендую оставлять при ответе лишь небольшую часть цитаты, и пользоваться спойлером. Не повторяйте в постах фото, рисунки.
3. Настоятельно рекомендую использовать ссылки на приводимые (цитируемые) материалы, и не использовать на ветках материалы из сомнительных источников.
- ведя дискуссию, будьте вежливы. Не занимайтесь провоцированием оппонента с иными взглядами, отличными от Ваших.
4. Некоторое время доступ к отдельным веткам будет ограничен для проверки содержания. Все посты, содержащие грубость, хамство, признаки троллинга оппонентов, нецензурную брань, оверквотинг, борцунство и т.п., будут удалены без предупреждения, допустившие ранее нарушение Правил, при этом могут быть наказаны
5. Не окончательно, будет дополняться по мере ознакомления с разделом.
С уважением С.Х.
Дискуссия 404
Исторический раздел модерируется. На всей его "территории" действуют, без каких либо ограничений и исключений, Правила ГА.
1. Все слухи и "совершенно достоверные сведения" от ОБС, распространяемые пользователями и "авторитетами", не имеют под собой никаких оснований, и являются ложью.
Никаких преследований по политическим взглядам и убеждениям не будет, и не планировалось изначально. Исключение составляют лишь те, которые запрещены Законами РФ.
2. В разделе категорически запрещаются:
- борцунство в любом виде
- выяснения отношений и переход на личности
- оскорбления оппонентов в ходе дискуссий
- перенос скандалов на другие ветки с жалобами и обвинениями оппонентов, в т.ч. в "Вопросы пользователей"
- оверквотинг (излишнее цитирование). Рекомендую оставлять при ответе лишь небольшую часть цитаты, и пользоваться спойлером. Не повторяйте в постах фото, рисунки.
3. Настоятельно рекомендую использовать ссылки на приводимые (цитируемые) материалы, и не использовать на ветках материалы из сомнительных источников.
- ведя дискуссию, будьте вежливы. Не занимайтесь провоцированием оппонента с иными взглядами, отличными от Ваших.
4. Некоторое время доступ к отдельным веткам будет ограничен для проверки содержания. Все посты, содержащие грубость, хамство, признаки троллинга оппонентов, нецензурную брань, оверквотинг, борцунство и т.п., будут удалены без предупреждения, допустившие ранее нарушение Правил, при этом могут быть наказаны
5. Не окончательно, будет дополняться по мере ознакомления с разделом.
С уважением С.Х.
Отредактировано: Старый Хрыч - 21 ноя 2022 16:36:32
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: alexandivanov от 25.07.2021 20:45:01Награжден за универсальные станки в 1943. Наверно чего не хватало, на то и план спускали? СССР, в разные годы, был разным.....
Наверное план спускали исходя из потребностей предприятий, тех потребностей которые озвучивали руководители предприятий.
Но есть небольшая деталь -
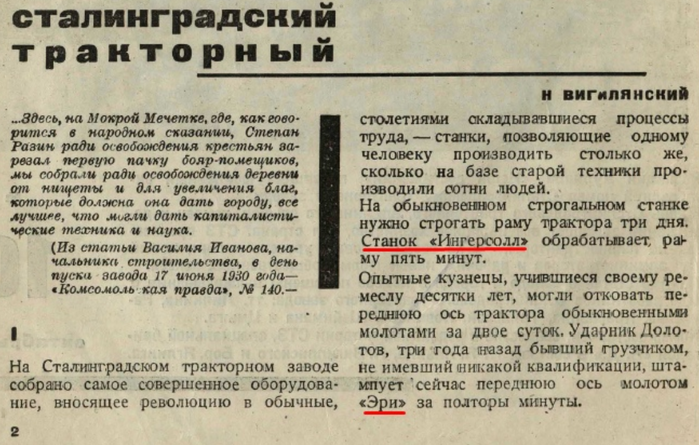
Обратите внимание, на обыкновенном строгальном станке раму строгают два дня, а на специальном пять минут, квалифицированный кузнец обыкновенным молотом двое суток ковать, а на специальном малоквалифицированный человек ось штампует за полторы минуты. Вот и решайте какие станки были нужны, универсальные или специальные.
Все остальные Ваши выкладки упираются именно в эти факты.

Уфа
63 года
Карма: +915.12
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Цитата: Александр__1 от 26.07.2021 12:53:59Наверное план спускали исходя из потребностей предприятий, тех потребностей которые озвучивали руководители предприятий.
Но есть небольшая деталь -
....
Обратите внимание, на обыкновенном строгальном станке раму строгают два дня, а на специальном пять минут, квалифицированный кузнец обыкновенным молотом двое суток ковать, а на специальном малоквалифицированный человек ось штампует за полторы минуты. Вот и решайте какие станки были нужны, универсальные или специальные.
Все остальные Ваши выкладки упираются именно в эти факты.
По сталинградскому тракторному проходил фронт, и из имеющихся до войны "тракторных", и точнее танковых, без оккупации и линии фронта остался один Горьковский, да и тот немцы бомбили более чем серьезно.
А выпуск танков рос и рос, и в этом факте весь Ваш флуд множится на ноль,
ибо в условиях тотальной нехватки всего, нужно то что есть, и что можно создать быстрее....
Ну не было у СССР после РИ того наследства что было после СССР у РФ, которое можно было бы распродавать, эксплуатировать, не вписывать в рынок, выкидывать и плевать, вот и приходилось учить и обучать, строить и собирать, налаживать и оберегать...
И те самые ФЗУ и ФЗО были немыслимы и не нужны при РИ.
Да будь я и негром преклонных годов, и то, без унынья и лени, я русский бы выучил только за то, что им разговаривал Ленин.
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: AndreyK-AV от 26.07.2021 14:19:25По сталинградскому тракторному проходил фронт, и из имеющихся до войны "тракторных".....
При чём здесь сталинградский тракторный? Вообще каким боком тут сам Стаханов? Я же русским языком сказал, стахновщина, то есть компания по продвижению стахановских методов в заводских цехах, не в шахтах, а в цехах. Не отбойным молотком в забое, а на станке в заводском цехе, этим же не Стаханов занимался. Именно стахановщиной на универсальных станках пытались закрыть недостаток специального высокопроизводительного оборудования. Я вырезку из газеты привёл чтоб было понятно, ещё в 1930-м году знали о преимуществах применения специальных станков, знали о наличии более прогрессивных технологий производства. Знали, но продолжали гнать план по выпуску универсальных станков и на них было массовое производство артснарядов, десятки миллионов штук.
Знали в тридцатом году, а поточное производство артиллерийских снарядов начали внедрять в 1943-м году. А не долго ли меняли планы в плановом хозяйстве?
Карма: +495.69
Регистрация: 28.10.2017
Сообщений: 3,585
Читатели: 2
Регистрация: 28.10.2017
Сообщений: 3,585
Читатели: 2
Цитата: Александр__1 от 26.07.2021 17:56:41При чём здесь сталинградский тракторный? Вообще каким боком тут сам Стаханов? Я же русским языком сказал, стахновщина, то есть компания по продвижению стахановских методов в заводских цехах, не в шахтах, а в цехах. Не отбойным молотком в забое, а на станке в заводском цехе, этим же не Стаханов занимался. Именно стахановщиной на универсальных станках пытались закрыть недостаток специального высокопроизводительного оборудования. Я вырезку из газеты привёл чтоб было понятно, ещё в 1930-м году знали о преимуществах применения специальных станков, знали о наличии более прогрессивных технологий производства. Знали, но продолжали гнать план по выпуску универсальных станков и на них было массовое производство артснарядов, десятки миллионов штук.
Знали в тридцатом году, а поточное производство артиллерийских снарядов начали внедрять в 1943-м году. А не долго ли меняли планы в плановом хозяйстве?
Видно как то мимо прошло.
ЦитатаСТЕПЕНЬ ГОТОВНОСТИ К ВОЙНЕ СССР В 1941 ГОДУ
Цитата
....
к началу войны Красная Армия имела примерно в 1,5 раза меньший по весу запас боеприпасов, чем противник. Военные оценивали эти запасы как недостаточные, но по опыту Великой Отечественной войны их хватило бы на несколько месяцев наступательных операций. Значительная часть боеприпасов была потеряна в начальный период войны при захвате складов противником.
...
Ермолов А.Ю., к.и.н.
тут
Снарядов было на несколько месяцев наступательных операций. Не будь военной катастрофы промышленность оставалась бы на месте. И наверно вполне справилась бы с производством.
В связи с возможным исчезновением электричества, в случае 3 мировой, необходимо изготавливать узкоспециализированные станки для производства запаса дубин.
Зачем был станок способный выпускать только снаряды в 1940? Что в мирной жизни потребности у населения потребности только в дешевой еде, возникли не так давно, в представлении некоторых.
О как. Массовый героизм в тылу это лжестахановское движение у кое кого на производстве гораздо позже.
Цитата....
в 1930 г. только 34% установленных станков были отечественного производства, то уже в 1937 г. этот показатель увеличился до 91%.
....
В 1940 году, доля специальных станков составляла 40% в общем производстве.
В наиболее трудный для страны 1942 было произведено 22 935 металлорежущих станков и 2210 КПО. Всего же, за три полных года войны (1942,1943,1944), было изготовлено 80265 МРС и 7324 единиц КПО. В 1945 году производство МОО составило: станков – 66%, КПО – 62% от предвоенного 1940. А уже в 1948 году превзошло его (110%)
Таким образом, можно сказать, что либеральные экономические реформы нанесли по отечественному станкостроению удар на порядок сильнее, чем Великая Отечественная война.
В период с 22.06.1941г – 31.12.1945 г. СССР импортировал 44 819 металлорежущих станков. Из США – 33 658, Великобритании – 10 435, Канады – 644, Швеции – 82. Подавляющее количество было поставлено по ленд-лизу, однако порядка 4000-5000 станков было приобретено за «наличный расчет» и по кредитным соглашениям.
Указанные в графике количества произведенных станков в послевоенный период – минимальные из известных. Существуют и другие данные с более высоким уровнем производства. Это может быть объяснено разными причинами. Станки изготавливали не только предприятия станкоинстументальной промышленности, но и других министерств и ведомств, в некоторых случаях не учитывались станки, произведенные для сельского хозяйства и т.п.
Интересно, что статистика СССР выделяла станки со стоимостью до 2000 рублей. Это позволяло более объективно взглянуть на структуру производимого оборудования. Так в 1986 г. в общем количестве произведенных, станки со стоимостью 2000 руб. и менее составляли 31%, а в стоимостном всего 2%. В 1989 г. 21% и 0,9% соответственно.
Можно услышать утверждения, что СССР отставал в производстве станков с ЧПУ. Это не так.
....
Отдельным привет «городским сумасшедшим», утверждающим, что большая часть оборудования на «военных заводах» была получена по импорту. Первое и самое главное – тот, кто это утверждает никогда не был на «военных заводах» ибо просто бы видел, как оно было на самом деле. Во вторых – использование импортного оборудования для производства оборонной техники жестко регламентировалось МО и ГШ. В третьих – а продавали ли нам в принципе станки с необходимыми техническими характеристиками. Требования КОКОМ выполнялись западными компаниями, а нарушители наказывались жесточайшим образом.
Естественно западное оборудование приобреталось. Нет никакой необходимости в проектировании и изготовлении 5 станков, если их можно легально приобрести. Были случаи, когда какой либо станок был нужен сегодня, а мог быть изготовлен только через три года. Тогда действительно проводились целые «специальные операции» с подставными фирмами, перегрузками в море и т.д. и т.п. Впрочем, это касалось, например и некоторых образцов вычислительной техники. Обратной стороной этого было не только отсутствие техподдержки и запасных частей, но и взрывы, самовозгорания на советских предприятиях и в организациях эксплуатирующих это оборудование ЦРУ не зря ело свой хлеб. Однако все это не имеет абсолютно никакого отношения к станкостроению.
.....
тут

Отредактировано: alexandivanov - 26 июл 2021 19:53:29
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: alexandivanov от 26.07.2021 19:47:25Видно как то мимо прошло.тут
Видимо Вы опять решили портянки вывешивать.
Без портянок ответьте на простой вопрос, движение скоростников с какого дуба упало на цеха заводов?
От изобилия специальных станков? И Ваше личное мнение о таких методах повышения производительности труда.
Так же можете высказать предположение о доступности широким слоям станочников таких методов работы и причинах угасания этого движения.
PS Не мнение иксперда из интернета, а Ваше личное мнение.
Уфа
63 года
Карма: +915.12
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Цитата: Александр__1 от 26.07.2021 17:56:41При чём здесь сталинградский тракторный? Вообще каким боком тут сам Стаханов? Я же русским языком сказал, стахновщина, то есть компания по продвижению стахановских методов в заводских цехах, не в шахтах, а в цехах.
Вы сами дали текст про сталинградский тракторный. Ветка об ВОВ. Тред начался с того что во время сталинградской битвы разбомбленный и ведущий войну на своей территории СССР выпускал танков в разы больше чем ещё не бомбленная нацистская Германия.
А движение стахановцев под названием многостаночники, было одним из тех слагаемых которые позволили советской промышленности добиться таких великих результатов.
А Ваш спич за все лучшее, вместо хорошего, и за то чтобы все было, даже когда все разорено, разбомблено и многое потеряно, вообще не имеет к этому ничего общего.
Да будь я и негром преклонных годов, и то, без унынья и лени, я русский бы выучил только за то, что им разговаривал Ленин.
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: AndreyK-AV от 27.07.2021 12:53:51Вы сами дали текст про сталинградский тракторный. Ветка об ВОВ. Тред начался с того что во время сталинградской битвы разбомбленный и ведущий войну на своей территории СССР выпускал танков в разы больше чем ещё не бомбленная нацистская Германия.
А движение стахановцев под названием многостаночники, было одним из тех слагаемых которые позволили советской промышленности добиться таких великих результатов.
А Ваш спич за все лучшее, вместо хорошего, и за то чтобы все было, даже когда все разорено, разбомблено и многое потеряно, вообще не имеет к этому ничего общего.
Я всего лишь предположил, и при том вполне обоснованно, что если бы вместо стахановской мудистики в цехах заводов занимались обычным делом, то танков и снарядов было бы выпущено гораздо больше. А движение многостаночников в металлообработке говорит только об отсутствии в составе станочного парка некоторых специальных станков, не более. Основное правили любого станочника - точно соблюдать технологическую карту и делать деталь строго в соответствии с картой и чертежом. Не входит в круг обязанностей станочника устанавливать рекорды, и придумывать свои технологии. Если с чем то в документации не согласен, иди к начальнику и тыкай в бумаги пальцем, пусть даёт другие бумаги, если других нет, то иди к станку и делай точно как в документации. Несоблюдение этого основного правило всегда увеличивает количество брака. А о браке в производстве снарядов есть сотни документов тех лет, устранение причин брака дало бы очень сильное увеличение производства снарядов о котором так ярко звучали речи со всех трибун. Вот собственно и всё, что я пытался до Вас донести, не заменяют речи с трибун станочного парка и не увеличивают количество выпущенных снарядов, только рутинная обычная работа способна это сделать.
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: АнтонЛ от 27.07.2021 20:49:26Пардон, но это вы сейчас мудистикой занимаетесь - предки справлялись как могли и не имели послезнания и кучи ресурсов и времени на выработку оптимальных решений.
Я привел пример знаний 1930-го года, то есть знания были не послезнаниями, если надо, ещё приведу примеры знаний до того как, а не послезнаний. И на заводах справлялись, но не как могли, а выполняя приказы и руководящие документы которые бывало издавались по принципу 2П4С и приходилось штурмовщиной заниматься дабы догнать и войти в график после таких руководящих указивок, а любая штурмовщина это рост брака.
Цитата: АнтонЛ от 27.07.2021 20:49:26Вы сейчас напоминаете мудрую сову из анекдота, решающую стратегические задачи...
Я сейчас говорю ровно то, что говорили в 1940-м году -
ЦитатаЗапуск в массовое производство недоработанных конструкций, систематические нарушения технологических процессов и недоработка некоторых из них привели к образованию на заводах большого брака, убытки от которого по НКБ (без 3-го главка) составили за 8 месяцев 1940 года 167 миллионов рублей.
Неудовлетворительная постановка в НКБ планирования и комплектации, а также неравномерное выполнение планов по отдельным элементам выстрела (гильзы, корпуса, взрыватели) привели к скоплению на складах Народного Комиссариата Обороны и Народного Комиссариата Военно-Морского Флота на 1 октября 1940 года некомплектной продукции сверх нормы на 185 миллионов рублей.
Основная причина такого неудовлетворительного состояния производства предприятий НКБ заключается в слабости руководства наркома:
1. Оперативное руководство предприятиями в НКБ подменено изданием многочисленных приказов.
При наличии всего 80 предприятий нарком боеприпасов т. Сергеев за 9 месяцев т.г. издал 633 приказа (не считая приказов по личному составу). За тот же период 4-мя главными управлениями НКБ издано еще 1079 приказов.
В ряде приказов исполнителям давались явно нереальные сроки. Так, например, в приказе № 203с директору Тульского завода № 176 предлагалось «построить фосфатировочное отделение цеха № 4, смонтировать ванны и сдать в эксплуатацию». Приказ был подписан 5 июня, сдан для рассылки 7 июня, а срок исполнения указанной в приказе работы был определен 8 июня.
http://www.hrono.ru/…1111ck.php
И основное в том, что стратегические задачи должна решать не сова и не рабочий за станком, так же для этого вовсе не надо митинг устраивать и пламенные речи с трибун говорить. Каждый должен заниматься своим делом, обязанность станочника делать то, что в чертеже и технологической карте написано, а не устраивать гонки за рекордами. Так меня учили, учили те, кто за станками в войну стоял, им я больше доверяю, чем лозунгам и призывам. Гонки за рекордам в цехе дают рекордный рост брака, это не уголь в забое рубить, чем быстрее рубишь, тем больше угля. Так вот гонки за рекордами и планами дали горы брака, то есть недодали фронту вооружение и боеприпасы одновременно израсходовав ресурсы, электроэнергию, металл, инструмент и израсходовали моторесурс оборудования который то же имеет пределы.
ИМХО, но сову больше напоминают секретари парторганизаций заводов, попало шило в задницу организовать движение и протрубить в газете от верных ленинцах, всё, движение будет организовано, а тактика стратега не интересует. Это мнение у меня на основе личного опыта по строительству коммунизма.
Уфа
63 года
Карма: +915.12
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Цитата: АнтонЛ от 27.07.2021 20:49:26Пардон, но это вы сейчас мудистикой занимаетесь - предки справлялись как могли и не имели послезнания и кучи ресурсов и времени на выработку оптимальных решений.
Вы сейчас напоминаете мудрую сову из анекдота, решающую стратегические задачи...
Именно. И его проблема в том, что он не понимает смысла понятий "производственная культура", "технологические школы".
У нас все 30-годы шло их создание, но проблема в том что формируются они десятилетиями, и пока не сформировались, отдельные носители знаний и умений тонут в море людей не осознающих ключевое значение понимания этих вещей в индустриальную эпоху.
Отсюда и решение задач экстенсивными методами, когда выпуском количества и отбраковкой приходилось подменять качество, про это не любили писать, но это было, с этим боролись, но борьба заменяла время...
И если почитать к примеру об выпуске самолетов особенно в 1942, то рост выпуска сопровождался проблемами с качеством, низким моторесурсом двигателей, притом разными способами. Один из известнейших заводские ремонтные бригады на фронтах, устраняющие как дефекты, так и недостатки вызванные технологическими и конструкторскими проблемами....
По правильному, сперва надо было устранить их на месте (на заводе, в КБ), но тогда фронту будет нечем воевать, и на этом этапе штуки выпуска были ключевым фактором, и проблемы качества решались по мере возникновения, но стоило начать выпускать штуки в большом количестве, как ключевой стала проблема качества и решали уже её...
А по мере решения этих проблем формировались заводские технологические школы, формировалась производственная культура.
Да будь я и негром преклонных годов, и то, без унынья и лени, я русский бы выучил только за то, что им разговаривал Ленин.
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: AndreyK-AV от 28.07.2021 08:53:33Именно. И его проблема в том, что он не понимает смысла понятий "производственная культура", "технологические школы".
У нас все 30-годы шло их создание, но проблема в том что формируются они десятилетиями, и пока не сформировались, отдельные носители знаний и умений тонут в море людей не осознающих ключевое значение понимания этих вещей в индустриальную эпоху.Скрытый текст
Проблема в том, что производственную культуру и технологическую школу сформировавшуюся за предыдущие десятилетия выкинули на помойку не создав предварительно свою, старую культуру производства снесли вместе с памятникам царям. Здесь повторилась история с образованием, после мудистики с новым образованием вернулись к старой системе образования.
И устранение брака на фронте ни как не добавляло боевых самолётов, они стояли на земле, по причине дефектов, а не воевали, поэтому не надо сказки сказывать, бракованное вооружение боеспособности не добавляет, а вот лётчик погибнуть может, даже ни разу не выстрелив во врага.
Если хронологически рассматривать создание культуры производства, то как раз перед войной запретили всякие стахановские методы и от митингов и агитации перешли к материальному стимулированию-
Цитата№ 180. Постановление СНК СССР и ЦК ВКП(б) № 274-130сс “О плане военных заказов на 1941 г. по вооружению” — 7 февраля 1941 г…………………………
9. Запретить одностороннее изменение: чертежей, технических условий и порядка приема валовой оборонной продукции. Установить, что всякие изменения чертежей и технических условий на валовую оборонную продукцию на протяжении 1941 г. могут быть допущены после тщательной проверки и только с разрешения двух народных комиссаров — заказчика (Наркомобороны и Наркомвоенморфлот) и поставщика. Валовое производство оборонной продукции по неутвержденным и отработанным чертежам и техническим условиям запретить.
10. Запретить заводам, изготовляющим валовую оборонную продукцию, без соответствующего утверждения наркомата:
а) вносить изменения в установившуюся в валовом производстве технологию;
б) переходить на изготовление деталей из заменителей без предварительных тщательных испытаний;
в) внедрять предложения, поступающие через отделы рабочего изобретательства, вносящие изменения в конструкцию или технологию изготовления деталей и агрегатов,
11. Установить на 1941 г., что при 100‑процентном выполнении заводом установленной ему месячной программы по артиллерийскому и стрелковому вооружению, минометам, патронам, военным приборам и броневым изделиям и электрооборудованию для артиллерийского вооружения и военных приборов, руководящий состав завода (директор, начальники цехов, главный инженер, заместитель директора по материально-техническому снабжению, начальник производства и главный технолог) получают премию в размере месячного оклада при условии выполнения плана по оборонной продукции предыдущего месяца не менее чем на 90%.
http://istmat.info/node/58530
Добавлю ссылку на видео, чтоб понятно было что мы обсуждаем, это мастерская со станками образца до 1925-го года, примерно так выглядели цеха наших заводов в тридцатые годы, именно такое оборудование поставляли нам американцы, например Форд, со временем линию-вал заменили на асинхронные двигатели, но станки оставались прежние и наша промышленность выпускала в основном такие же.
Отредактировано: Александр__1 - 28 июл 2021 11:06:40
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: АнтонЛ от 28.07.2021 11:30:46
В РИ реальных промышленных рабочих, занятых в обрабатывающей промышленности, - было около 2,5 млн. чел., из них квалифицированных - в лучшем случае половина, остальные: низкоквалифицированные ученики или подай-принеси.
Поэтому говорить о том, что у нас была развита производственная культура - это несколько преувеличенно)))
Как-то один из наших броненосцев зашел во Францию на ремонт - так местные, когда начали ремонт и увидели качество изготовления то просто офигели от нашей культуры производства))))
По ссылке книга по обсуждаемой теме-
http://disk.yandex.ru/d/FtyONGTr46s5Pw
Гавриленко А.П. 1913 Механическая технология металлов. В 4-х ч
Вполне достойная литература для обучения отечественных кадров, на митингах учат догнать и перегнать, ни чему больше на митинге не научить. Культура производства прививается с первого дня в цехе, подзатыльником от старшего товарища за плохо убранный станок. Оправдания типа - торопился на собрание по соцсоревнованию могли усугубить вину и увеличить тяжесть наказания. Так же культура прививается когда учат гордиться профессией и не позорить её бракованной деталью. Опять же за оправдания - так план же надо, можно было услышать - я те щас этой железякой сверхплановую шишку на голове сделаю.
А броненосец случаем не «Цесаревич», а может «Баян» ?
Как бы уточнить это дело?
Уфа
63 года
Карма: +915.12
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Цитата: Александр__1 от 28.07.2021 09:17:09Проблема в том, что производственную культуру и технологическую школу сформировавшуюся за предыдущие десятилетия выкинули на помойку не создав предварительно свою, старую культуру производства снесли вместе с памятникам царям. Здесь повторилась история с образованием, после мудистики с новым образованием вернулись к старой системе образования.
Чушь конспирологическая.
Одного Путиловского для создания школ для всего СССР мизер, даже десяток Путиловских мизер.... а у учетом того что большая часть грамотных рабочих погибла в ГВ, ушла в советскую работу, ушла в двадцатипятитысячники, ушла в армию, то от РИ России остался ноль, и все с нуля...
А уж про образование вам монархистам булкохрустам, вообще молчать стоит, советы ликбез начали ещё в 1918, и к старой системе не вернулись, а взяли её принципы и основы, и создали на основе их свою и для всех.... откинув сословность и элитарность старой, но взяв качество и глубину, научные подходы, и делали это те же люди что "перебесились" в образовательной анархии 20-х...
Без идеологии и руководящей и направляющей и первое и второе не могло состоятся,
как и Победа.
Да будь я и негром преклонных годов, и то, без унынья и лени, я русский бы выучил только за то, что им разговаривал Ленин.
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: AndreyK-AV от 28.07.2021 13:30:01Чушь конспирологическая.
Одного Путиловского для создания школ для всего СССР мизер, даже десяток Путиловских мизер..Скрытый текст
Чушь в том, что культура производства создаётся не на митингах. Культура производства в точном исполнении технологической документации. Не в газете Правда читать о передовых методах, а точно соблюдать технологическую дисциплину, не нравится закон, добейся изменений и соблюдай уже изменённый закон, но пока закон не изменили, костьми ложись, но закон соблюдай. Митинги и стахановские движения призывали к ломке давно принятых законов, но не призывали к соблюдению действующих норм. В этом проблема, именно в решении технических проблем митингами основная ошибка, на митингах нельзя решать ни каких проблем, на митингах можно управлять толпой. Дальше решайте сами, что вам нужно, толпа или всё ж таки специалисты понимающие язык технологической документации и технологической дисциплины.
И не важно сколько погибло, важно как использовать оставшихся, или как икону, или как образ исчадия ада на земле, или как источник профессиональных знаний. И даже если большая часть грамотных рабочих погибла, то возникает вопрос, а кто озвучивал и продвигал в жизнь якобы диктатуру гегемона? Кто отдавал знания предшествующих поколений пацанам и какие комментарии при этом звучали? Так чему учили пацанов пришедших к станку? культуре производства или диктатуре митинга? Так что здесь большой вопрос, разрушив до основания к чему пришли и что взяли за стартовую ступеньку. Если брать за стартовую ступеньку каменный топор, то да, достижение марксистов не переплюнуть ни кому.
Уфа
63 года
Карма: +915.12
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Регистрация: 10.11.2008
Сообщений: 45,949
Читатели: 13
Цитата: Александр__1 от 28.07.2021 16:35:16Чушь в том, что культура производства создаётся не на митингах. Культура производства в точном исполнении технологической документации. Не в газете Правда читать о передовых методах, а точно соблюдать технологическую дисциплину, не нравСкрытый текст
Мозги не пудрите. Я создавал и технологическую документацию и технологические процессы...
И можно сколько угодно талдычить ваши мантры, но люди исполнять неукоснительно начинают только или попав в коллектив где это в мозгу прописано у каждого, или через систему заставляющую исполнять и не нарушать...
Но последнее долго, годами, порой десятилетиями...
И тут, для ускорения и есть митинги и собрания, да и газета Правда в том числе, люди должны поверить и жить этим, а кто не поверил, тот должен боятся нарушать...
Вы попали в систему на все готовое, вам внушили когда вы ещё были несформировавшимся, а попробуйте это понять в сознательном возрасте, да ещё выращенным в иной не машинной культуре.
А это и есть условия и тридцатых годов, а уж тем более военного времени.
Это и есть наследие полувекового отставания России от индустриальных стран, которое пришлось преодолеть одним скачком, за десять лет...
И ещё, в военное время значение пропаганды огромно, в том числе в целях того чтобы люди осознанно работали по две смены на предприятиях, люди должны не только верить и в свою правоту и в будущую победу, но и осознавать что они должны делать и делают для этого, а это и есть цель пропаганды...
Да будь я и негром преклонных годов, и то, без унынья и лени, я русский бы выучил только за то, что им разговаривал Ленин.
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
-------------------------------------------------------------
Наше дело правое. Враг будет разбит. Победа будет за нами.(с)
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: AndreyK-AV от 28.07.2021 22:27:37Мозги не пудрите. Я создавал и технологическую документацию и технологические процессы...
И можно сколько угодно талдычить ваши мантры, но люди исполнять неукоснительно начинают только или попав в коллектив где это в мозгу прописано у каждого, или через систему заставляющую исполнять и не нарушать...
Но последнее долго, годами, порой десятилетиями...Скрытый текст
Я Вам именно это и говорю, коллективы создавались митингами и статьями в газетах, не технарями, а секретарями и не технари ставили задачу и расставляли приоритеты коллективу, а секретари. Все тридцатые годы прошли именно в создании таких коллективов и только когда поняли всю тупость этого пути начали разворачивать в нужную сторону, ломали митинговщину и стахановщину в цехах заводов и требовали строгого выполнения действующих норм. Принимаемые перед войной постановления центральных органов власти ровно об этом и говорили. Но это опять ломать, как в начале двадцатых ломали наследие царизма, так перед самой войной и во время ВОВ ломали в цехах заводов митинговщину тридцатых. В тридцатые годы любой критикующий стахановщину в цехе мог попасть под статью, а активно продвигающий идеи скоростников-стахановцев попадал на первые полосы газет. На митингах не рассказывали, что прежде чем применять скоростное точение надо полностью пересмотреть техдокументацию внести изменения и строго следовать уже новой техдокументации. Строгое выполнение технологий это уже не новаторство и стахановство, это повседневная рутина, скучная рутинная работа, без митингов и пламенных речей.
Я не отрицаю значение пропаганды, вещь полезная, но надо отделять митинг от технологического процесса, а культуру производства от новаторов и скоростников. На митингах пропаганда всё валила в кучу, а масса рабочих у станков ещё не в состоянии самостоятельно отделять мух от котлет, но запросто могли написать телегу в соответствующие органы о том, что вредители не дают развернуться новому и прогрессивному скоростному стахановству. Именно в такой атмосфере проходило становление коллективов на сотнях новых заводов, ну в принципе за что боролись, на то и напоролись, пришлось ломать через колено, уже во время войны.
Карма: +495.69
Регистрация: 28.10.2017
Сообщений: 3,585
Читатели: 2
Регистрация: 28.10.2017
Сообщений: 3,585
Читатели: 2
Цитата: Александр__1 от 29.07.2021 08:39:40Я Вам именно это и говорю, коллективы создавались митингами и статьями в газетах, не технарями, а секретарями и не технари ставили задачу и расставляли приоритеты коллективу, а секретари. Все тридцатые годы прошли именно в создании таких коллективов и только когда поняли всю тупость этого пути начали разворачивать в нужную сторону, ломали митинговщину и стахановщину в цехах заводов и требовали строгого выполнения действующих норм. Принимаемые перед войной постановления центральных органов власти ровно об этом и говорили. Но это опять ломать, как в начале двадцатых ломали наследие царизма, так перед самой войной и во время ВОВ ломали в цехах заводов митинговщину тридцатых. В тридцатые годы любой критикующий стахановщину в цехе мог попасть под статью, а активно продвигающий идеи скоростников-стахановцев попадал на первые полосы газет. На митингах не рассказывали, что прежде чем применять скоростное точение надо полностью пересмотреть техдокументацию внести изменения и строго следовать уже новой техдокументации. Строгое выполнение технологий это уже не новаторство и стахановство, это повседневная рутина, скучная рутинная работа, без митингов и пламенных речей.
Я не отрицаю значение пропаганды, вещь полезная, но надо отделять митинг от технологического процесса, а культуру производства от новаторов и скоростников. На митингах пропаганда всё валила в кучу, а масса рабочих у станков ещё не в состоянии самостоятельно отделять мух от котлет, но запросто могли написать телегу в соответствующие органы о том, что вредители не дают развернуться новому и прогрессивному скоростному стахановству. Именно в такой атмосфере проходило становление коллективов на сотнях новых заводов, ну в принципе за что боролись, на то и напоролись, пришлось ломать через колено, уже во время войны.
У Вас собственное представление о каком то движении "стахановщина", не имеющее мало общего с движением Стаханова. И Вы с ним боретесь.
Исчо раз
Цитатаслесарь киевского станкозавода им. А. М. Горького стахановец т. Швиненко, заменивший традиционный ручной слесарный труд (шабровку) механической обработкой с помощью сконструированной им сборной протяжки. На обработке пазов зажимных патронов для токарных полуавтоматов т. Швиненко за 2 часа 4 минуты выполнил с помощью своего приспособления 500 норм. Работу, на которую ранее затрачивалось 26 часов 30 минут, т. Швиненко выполняет в 3,1 минуты. Метод т. Швиненко означает подлинный переворот на одном из наиболее трудоемких участков — на участке слесарных работ. Этот метод может быть применен на всех без исключения машиностроительных заводах и даст огромное увеличение производительности.
...
На голом пупе и выжимая из себя все соки, никто рекордов не ставил. Движение скоростников не с дуба рухнуло. А создавалось и поддерживалось людьми.
ЦитатаГ. С. Борткевич установил скоростной рекорд резания на токарно-винторезном станке, выполнив норму на 1404 %
ЦитатаРаботая токарем Ленинградского станкостроительного завода имени Я.М. Свердлова, Борткевич совместно с инженерами завода улучшил геометрию резцов, применил резцы с пластинками из твёрдых сплавов. Один из первых в СССР достиг скорости точения 700 м/мин (1948). Государственная премия СССР (1949).
Ведущий конструктор одного из ленинградских предприятий (с 1966).
Детская образовательная литература
ЦитатаБорьба за скорость — борьба за технический прогресс. И то, что ее ведут наука и практика, ученые и рабочие, — яркий пример того как в нашей стране стираются существенные различия между умственным и физическим трудом. Это — зримая черта коммунизма. Большие знания, уменье накоплять факты, делать выводы из них присущи новаторам-стахановцам. А это качества ученого, человека умственного труда.
Рекорду ленинградского токаря лауреата Сталинской премии Генриха Борткевича предшествовала немалая работа, искания, опыты — путь настоящего исследователя.
Растут обороты, растет скорость резания — и новое, незнакомое раньше явление дает о себе знать.
В технике больших скоростей мы часто встречаемся с этим. То, что незаметно было на малых скоростях, заявляет о себе полным голосом с увеличением скорости: теплота, с которой раньше можно было не считаться; точность обработки и сборки, которая вполне устраивала нас; износ и трение, с которыми боролись испытанными способами.
И в борьбе за скорость резания пришлось столкнуться с новым врагом — с колебаниями.
Борткевич довел скорость до 150 метров в минуту, и станок задрожал, как автомобиль, попавший с асфальта на булыжник. Суппорт с резцедержателем — эта «рука», держащая резец, трясся так, что даже твердый сплав на резце ломался от частых ударов. Работать становилось невозможно.
Как справиться с такой тряской? Сначала надо найти причину. Причина скрывалась в патроне, в котором укрепляется деталь. Он был неуравновешен.
С ростом скорости даже ничтожные отклонения оси вращения от центра детали или лишние граммы металла, у которых нет пары, противовеса по другую сторону оси, могут вызвать серьезные неприятности. Появляются дополнительные центробежные силы, которые тем больше, чем больше скорость. Дополнительные силы — это увеличение нагрузки на опоры подшипника. Это — тряска, колебания. Граммы и миллиметры отклонений дадут в результате тысячи килограммов дополнительных нагрузок.
И тогда может разлететься на куски диск турбины, маховое колесо паровой машины, вал мотора. Их уравновешивают поэтому заранее.
Так и здесь: когда патрон уравновесили, тряска прекратилась, и скорость резания увеличилась на 20 процентов.
Но большего добиться не удавалось, хотя станок мог еще значительно прибавить обороты.
Присмотревшись к тому, что происходит, Борткевич заметил, что на этот раз мешает стружка. Из-за нее крошился резец, как будто он был не из твердого, а из очень хрупкого сплава.
Еще раньше опыты по скоростному резанию привели к выводу, что на больших скоростях надо отказаться от привычной формы резца. Врезаясь под острым углом в металл, резец скалывает стружку, которая давит, упирается в тело резца недалеко от режущей кромки. Это давление возрастает со скоростью резания, и в резце образуется углубление, лунка. Растет скорость — и ямка на резце неумолимо ползет к краю, пока не разрушит резец. Выход был в том, чтобы изменить форму резцов — резать не под острым, а под тупым углом, и этим самым отдалить вредную лунку.
Применив такой способ, Борткевич смог еще выше поднять скорость резания. Он ввел и другие технические новшества, смело искал — и нашел новые пути решения задачи. С неслыханной скоростью стал он резать металл.
Стружка накаляется докрасна. Но резание идет так быстро, что сама деталь остается холодной. Лишь тонкий поверхностный слой нагревается и становится мягким. Стойкий резец из твердого сплава легко снимает стружку.
Так добиваются победы в борьбе за покорение металла.
Теперь большинство станков переведено на скоростное резание. Наши заводы выпускают новые станки, которые позволяют обрабатывать металл со скоростью 1 000 и более метров в минуту — со скоростью курьерского поезда.

Л. А. Айзенштадт, С. А. Чихачев. Очерки по истории станкостроения СССР. - Москва : Машгиз, 1957.
Цитата...
Наряду с ростом техники и совершенствованием конструкций станков и инструментов на заводах станкостроительной инструментальной промышленности после войны выросло и превратилось в один из сильнейших факторов развития отечественного станкостроения и машиностроения движение передовых рабочих-новаторов производства.
Почин рабочих-новаторов в области скоростного резания создал предпосылки для подъема технического уровня всего станкостроительного производства.
...
Токарь Ленинградского станкостроительного завода имени Свердлова Г. С. Борткевич после длительных изысканий отработал наиболее рациональную геометрию резца, прибил свой метод поддержания этой геометрии в процессе резания, усовершенствовал процесс токарной обработки и впервые в практике станкостроения достиг скоростей резания в 600—700 м/мин при чистовой обточке стальных деталей.
Результатом нового метода обработки явилось перевыполнение Г. С. Борткевичем расчетных норм выработки в 5—6 раз.
Новые методы скоростной обработки металла вскоре стал достоянием всех машиностроительных заводов.
...
Для Вас все что Вас не устраивает - портянки.
ЦитатаОт изобилия специальных станков?
Изобилие может себе позволить богатое государство. Каковым, Вы наверно СССР 30-х или 40-х считаете. Наличие большого количества именно универсальных станков позволило быстрее перейти с выпуска военной продукции, к мирной. Люди не пуп, как Вы, драли чтобы премию, за план, получить, а думали как всем труд облегчить и в тоже время производительность увеличить.
2015 г.
Цитата...
Недавно независимый профсоюз компании «АвтоВАЗ» направил в Министерство труда Российской Федерации письмо, в котором содержится просьба провести тщательную проверку завода, и вынести вердикт, насколько обоснованно были увеличены нормы труда для людей, работающих на предприятии. Просит профсоюз также рассмотреть, насколько правомерно руководство автозавода получило государственные субсидии на сохранение рабочих мест, пишет издание «Известия».
Согласно официальным данным самой компании, в текущем году один рабочий повысил свою производительность труда на 11%. Эксперты раздела «Новости России» журнала для деловых людей «Биржевой лидер» считают нужным отметить, что не смотря на такой высокий рост производительности труда, заработная плата сотрудников предприятия, осталась практически на прежнем уровне. Если верить данным, предоставленным профсоюзом, в 2015 году зарплата повысилась всего лишь на 6%. Так, при средней ставке в 18–20 тысяч рублей рост дохода у человека составил всего лишь 1–1,5 тысячи рублей. В профсоюзе утверждают, что после сокращений и увольнений 14 тысяч человек в 2014 году их функции легли на плечи оставшихся сотрудников. В настоящее время на предприятии «АвтоВАЗ» числится 52 тысячи человек, 80% из которых - рабочие.
...
Отредактировано: alexandivanov - 29 июл 2021 18:09:32
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: alexandivanov от 29.07.2021 18:07:46У Вас собственное представление о каком то движении "стахановщина", не имеющее мало общего с движением Стаханова. И Вы с ним боретесь.
Исчо раз
Ещё раз повторю, ни каких претензий к Стаханову нет, сосем нет.
Есть претензии к внедрению стахановских методик в цехах заводов станочниками, скоростники одна из разновидностей таких методик, в газетах тех лет так и писали, подхватив почин Стаханова токарь такой то перешёл на скоростное точение. Обращаю внимание, не пошёл в шахту рубить уголь по стахановски, а на станке начал по стахановски рубить детали.
На митинге можно воодушевить народ на трудовые подвиги и идти копать ямы для фундамента станков, или месить бетон для тех же целей, в этом случае митинг поможет. Но как только человек встаёт за штурвалы станка, то требуется строгая производственная дисциплина, по крайней мере меня так учили, в СССР учили. И со стахановщиной в цехах заводов борюсь не я, с ней начали бороться ещё перед войной, постановления правительства я приводил. Не митинги и рекорды, а строгое соблюдение технологических требований, именно так решило правительство в 1940-м году. Наверно что то их сподвигло на принятие таких решений? И ещё, что заставило власть внести изменения в УК и за брак давать не 5 лет, а от 5 до 8 лет? В 1933-м году за брак начали давать 5 лет, не помогло, в 1940-м ещё 3 года добавили, за стахановские методы в цехах завода. Откуда в цехах заводов такой огромный вал брака? От строгого соблюдения технологических требований? а может от попыток ставить рекорды наплевав на нормы и требования имевшиеся в техдокументации?
Вы можете обвинять меня во всех смертных грехах, мне это совершенно безразлично. Но факт остаётся фактом, из-за бракованной продукции армия получила меньше вооружения и боеприпасов, чем могла бы получить, а на выпуск брака расходовались ресурсы, которых и так мало было. ИМХО, но митинги и всякие движения скоростников имеют прямое отношение к росту брака в цехах заводов, именно поэтому перед войной всю эту хрень запретили. Спешка нужна при ловле блох и при подходе к чужой жене, в остальных случаях требуется несколько другие качества.
PS Про опыты Борткевича со скоростью резания здесь офтоп, но тот текст который Вы дали это полная хрень для статьи в газете Правда, не более. Не указаны ни материалы которые обрабатывались, ни материалы инструмента, ни подачи используемые в работе ни глубина реза ни конкретного станка на котором эти опыты проводились. Только величина скорости резания, всё, и вот по такой статье на другом заводе кто то начнёт опыты на своём станке, на тех деталях которые получены для выполнения плана. Результат предсказуем.
Отредактировано: Александр__1 - 29 июл 2021 19:28:42
Карма: +495.69
Регистрация: 28.10.2017
Сообщений: 3,585
Читатели: 2
Регистрация: 28.10.2017
Сообщений: 3,585
Читатели: 2
Цитата: Александр__1 от 29.07.2021 19:16:46Ещё раз повторю, ни каких претензий к Стаханову нет, сосем нет.
Есть претензии к внедрению стахановских методик в цехах заводов станочниками, скоростники одна из разновидностей таких методик, в газетах тех лет так и писали, подхватив почин Стаханова токарь такой то перешёл на скоростное точение. Обращаю внимание, не пошёл в шахту рубить уголь по стахановски, а на станке начал по стахановски рубить детали.
На митинге можно воодушевить народ на трудовые подвиги и идти копать ямы для фундамента станков, или месить бетон для тех же целей, в этом случае митинг поможет. Но как только человек встаёт за штурвалы станка, то требуется строгая производственная дисциплина, по крайней мере меня так учили, в СССР учили. И со стахановщиной в цехах заводов борюсь не я, с ней начали бороться ещё перед войной, постановления правительства я приводил. Не митинги и рекорды, а строгое соблюдение технологических требований, именно так решило правительство в 1940-м году. Наверно что то их сподвигло на принятие таких решений? И ещё, что заставило власть внести изменения в УК и за брак давать не 5 лет, а от 5 до 8 лет? В 1933-м году за брак начали давать 5 лет, не помогло, в 1940-м ещё 3 года добавили, за стахановские методы в цехах завода. Откуда в цехах заводов такой огромный вал брака? От строгого соблюдения технологических требований? а может от попыток ставить рекорды наплевав на нормы и требования имевшиеся в техдокументации?
Вы можете обвинять меня во всех смертных грехах, мне это совершенно безразлично. Но факт остаётся фактом, из-за бракованной продукции армия получила меньше вооружения и боеприпасов, чем могла бы получить, а на выпуск брака расходовались ресурсы, которых и так мало было. ИМХО, но митинги и всякие движения скоростников имеют прямое отношение к росту брака в цехах заводов, именно поэтому перед войной всю эту хрень запретили. Спешка нужна при ловле блох и при подходе к чужой жене, в остальных случаях требуется несколько другие качества.
PS Про опыты Борткевича со скоростью резания здесь офтоп, но тот текст который Вы дали это полная хрень для статьи в газете Правда, не более. Не указаны ни материалы которые обрабатывались, ни материалы инструмента, ни подачи используемые в работе ни глубина реза ни конкретного станка на котором эти опыты проводились. Только величина скорости резания, всё, и вот по такой статье на другом заводе кто то начнёт опыты на своём станке, на тех деталях которые получены для выполнения плана. Результат предсказуем.
Вы по статьям в газетах опыты на производстве ставили.
 А люди опыт собирали, передавали и внедряли из интереса к своей работе, награды были приятным бонусом. У Вас работа ради награды. А у них работа, как призвание, дело жизни. Фанатизм, если угодно, к своему любимому делу. Фанатизм не приносящий ущерба окружающим. Бо в нормировке, после введения принципов, методов организации труда, приспособлений, учитывалось выполнение средним человеком, а не трудоголиком или фанатиком денег. Многостаночничество широкое распространение только в годы войны распространение получило, по понятным причинам. Не было обязательным?
А люди опыт собирали, передавали и внедряли из интереса к своей работе, награды были приятным бонусом. У Вас работа ради награды. А у них работа, как призвание, дело жизни. Фанатизм, если угодно, к своему любимому делу. Фанатизм не приносящий ущерба окружающим. Бо в нормировке, после введения принципов, методов организации труда, приспособлений, учитывалось выполнение средним человеком, а не трудоголиком или фанатиком денег. Многостаночничество широкое распространение только в годы войны распространение получило, по понятным причинам. Не было обязательным? Цитатаматериалы которые обрабатывались, ни материалы инструмента, ни подачи используемые в работе ни глубина реза ни конкретного станка на котором эти опыты проводились.
Может Вы как профессионал расскажете "суровую правду" как Борткевичу импортный станок для рекорда закупили, семеро стружку отгребали, четверо пот вытирали и лучшие заготовки отбирали у соседей по производству? А еще пятеро детали за него доделывали? Простор для фантазий еще велик. Не меньше чем у врунов 90-х, о том как Стаханов рекорд ставил. А что помогать другим работать не заморачиваясь и производить больше это только в шахте уголь рубить?
ЦитатаПисьмо шахтеров 3-го участка шахты № 18 Донбасса в Наркомтяжпром СССР о внедрении стахановских методов цикличной добычи угля
...
Из обзора ВСНИТО о деятельности научно-инженерных технических обществ по внедрению стахановских методов труда на производстве за 1938 г. [11]
....
В порядке первого опыта ЛОНИТОМАШ проведена сессия стахановцев-фрезеровщиков, где был поставлен ряд докладов, освещающих стахановские нововведения в изменениях технологии фрезерования, в инструментах, приспособлениях, организации рабочего места и пр. Принимало участие 300 стахановцев и инженеров. Работала выставка стахановских материалов. Издан сборник стахановских работ по фрезерованию.
6. В Харькове и Киеве в результате большой работы по обобщению методов стахановцев Швиненко и Листопадова в области механизации слесарных работ были проведены отделениями общества совещания по вопросам механизации слесарных работ, в результате чего разработано и внедрено 40 различных приспособлений, необходимых для механизации слесарных работ.
7. В Свердловске проведено совещание станочников по обмену стахановским опытом работы. На совещании обсуждался опыт стахановской работы первого механического цеха Уральского завода тяжелого машиностроения им. Орджоникидзе на основе работы бригад отделения.
8. В третью годовщину стахановского движения, в сентябре 1938 г., в Политехническом музее общество провело вечер встречи стахановцев машиностроения, на котором присутствовало до тысячи стахановцев и ИТР Москвы.
9. Стахановцы были привлечены к участию в научно-технических сессиях и конференциях: а) на Ленинградской конференции по типизации технологических процессов в машиностроении участвовали тт. Гудов и Строилов. Они выступали с докладами о их новаторских работах и технологии; б) в совещаниях по механизации слесарных работ, проводившихся в Харькове и Киеве, выступали с докладами тт. Швиненко и Листопадов. В совещании по механизации лекальных работ основным докладчиком был стахановец МИЗ Тиунов, с блестящими результатами применивший механизацию мелких лекальных работ на МИЗ.
....
Как обычно, подменяете. Наверно, таки, начали бороться не со Стахановским движением?
Не со скоростниками? С ними Вы "боретесь", и с теми, кто призывал работать по Стахановски не только в шахте, но и везде. Почему то особенно выделяя то, что выпячивали бескультурные любители славы и наживы. Готовые надорваться, но на доску почета попасть, но ничего общего со стахановским движением не имеющих. Вас не коробит та чушь, которую пейсали люди не потрудившиеся понять, к чему призывали, о чем заботились представители Стахановского движения. Брак, зачастую, от неопытности от непрофессионализма. При вполне понятном желании изготовить больше продукции во время войны. (наверно опять таки "от ужаса из-за стоящих за спиной заградотрядов НКВД" )?
Цитатарезание на высоких режимах еще не решает полностью задачу повышения производительности обработки, поскольку около 50% рабочего времени станочника составляет вспомогательное время. Поэтому наряду с уменьшением машинного времени необходимо снижать и вспомогательное время станочника путем механизации и автоматизации технологического процесса и его элементов.
ЦитатаТокарь-стахановец Ленинградского завода им. Свердлова Г. С. Борткевич, добившийся выдающихся результатов в области скоростной обработки металлов резанием, говорит Высокие скорости — не самоцель. Они ценны тем, что выявляют могучие резервы для увеличения производительности труда. И для того, чтобы эти недавно ещё скрытые возможности были использованы полностью, уже недостаточно одной только новой геометрии резцов и подготовки оборудования. Нужна также ещё тщательно продуманная организация работы у станка.
...
Тов. Борткевич изменил обычный порядок хранения инструмента. Вместо того чтобы укладывать резцы в шкаф по типам, что не всегда рационально, если токарь имеет дело с определённой группой деталей, он стал располагать специальные резцы, необходимые для обработки каждой из этих деталей, заранее подобранными комплектами. Каждый такой комплект резцов получил свою отдельную ячейку в шкафу с указанием номера детали. Это даёт большую экономию времени при смене инструментов. [c.317]
.....
Наряду с применением скоростных режимов резания, влияющих на длительность машинного времени, т. Борткевич использует все возможности для сокращения вспомогательного времени путём максимального внедрения обработки по лимбам, установления рациональной последовательности обработки отдельных поверхностей, улучшения приёмов установки и съёма деталей и т. д. [c.317]
Путем улучшения организации рабочего места, — говорит т. Борткевич, — мне удалось добиться значительного уменьшения времени, расходуемого на такие приемы, как установка и снятие детали. Настойчивая тренировка в этих и других вспомогательных движениях привела к тому, что, работая без рывков", спокойно, не отходя от станка весь свой рабочий день, я не утомляюсь, как это следовало бы, как будто, ожидать."
...
Энциклопедия по машиностроению XXL
Оборудование, материаловедение, механика
ЦитатаСтанки, предназначенные для скоростного резания, должны иметь:
.....
Цитата....
Скоростное резание металлов впервые получило развитие в СССР; еще в 1936—1937 гг. советские исследователи и инженеры впервые в мировой практике провели научные исследования скоростного резания металлов, включая и скоростную обработку закаленных сталей.
...
Значительный вклад в развитие и внедрение высокопроизводительного (скоростного) резания металлов внесли советские новаторы производства. Такие прославленные мастера скоростного резания, как Г. С. Борткевич, П. Б. Быков, А. П. Марков, ....
...
Цитата...
Резец Г. Борткевича. На рис. 64 показан правый подрезной резец Г. Борткевича.
...
Резец предназначен для получистового и чистового обтачивания цилиндрических поверхностей и заменяет проходной резец для чистовой обработки деталей с уступами, подрезания торцовых поверхностей, обтачивания конических поверхностей и др.
...
Чтобы предупредить это разрушение, т. Борткевич внимательно наблюдает за ленточкой и через каждые 15—20 мин. работы резца легко восстанавливает ее мелкозернистым оселком из зеленого карбида кремния, не снимая резца со станка.
При работе такими резцами т. Борткевич достигал скорости резания 700 м/мин и больше.
...
тут
Рациональные методы токарной обработки
Цитата....
На рис. 294 показан пример сокращения времени холостых ходов при наружном обтачивании и подрезании торцов ступенчатой детали с небольшими ступенями и широкими торцами. По старому способу обработка начиналась с подрезания малого торца 1 (рис. 294, а) и заканчивалась обтачиванием цилиндрической поверхности наибольшей ступени 6. При этом подача резца при обтачивании как цилиндрических, так и торцовых поверхностей производилась механически, а холостые ходы резца — преимущественно вручную — поперечной подачей. Поперечная ручная подача утомительна и требует значительной затраты времени.
По предложению Г. Борткевича обработка начинается с обтачивания ступени большого диаметра 1 (рис. 294, б), а заканчивается подрезанием малого торца 6. При таком порядке обработки резец обтачивает как цилиндрические, так и торцовые поверхности механической подачей, а холостые ходы резца производятся вручную в основном только в продольном направлении при помощи маховичка продольной подачи. Такая подача менее утомительна и производится значительно быстрее, чем поперечная ручная подача.
...
Карма: +0.60
Регистрация: 22.02.2019
Сообщений: 124
Читатели: 0
Регистрация: 22.02.2019
Сообщений: 124
Читатели: 0
А Вы. батенька, ..удак! И за станком не стояли!
И конус внутри не вытачивали... а уж 2 сотки на проточке без прибора и не возьмёте!
Какого Вы срёте о квалификации, если ни разу не видели работу?!
И конус внутри не вытачивали... а уж 2 сотки на проточке без прибора и не возьмёте!
Какого Вы срёте о квалификации, если ни разу не видели работу?!
Барнаул
Карма: -51.09
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Регистрация: 01.01.2015
Сообщений: 6,512
Читатели: 3
Цитата: И. Лаптев от 29.07.2021 23:01:41А Вы. батенька, ..удак! И за станком не стояли!
И конус внутри не вытачивали... а уж 2 сотки на проточке без прибора и не возьмёте!
Какого Вы срёте о квалификации, если ни разу не видели работу?!
Но оне ж газеты то читали, на митингах речи, пламенные слушали, так что оне уже иксперды в металлообработке.
Но эти иксперды так и не сказали на каком станке скоростное точение делать, наверно не могут длину окружности посчитать и перевести метры в минуту в обороты шпинделя.
Для справки - когда на митингах шумели о скоростном точении на заводах самыми распространёнными станками были ТН-15 и ТН-20 образца 1930-го года, в 1932-м году появился ДИП-200. Максимальные обороты 600 об/мин в прямом вращении и 750 на реверсе. Эти станки в принципе не могли работать на больших оборотах, у них шпиндель вращался в подшипниках скольжения и если с помощью хитромудрых способов добавить станкам обороты, то просто выплавлялся бабит из подшипников и станок выходил из строя на несколько дней. А кто тут у нас вредитель и английский шпион?
ДИП-200 мог обрабатывать максимальный диаметр вала 200 мм, считаем - 0,2м х 3,14 = 0,628 метра длинна окружности, для получения скорости резания 600 м/мин надо иметь обороты шпинделя =955 об/мин. Для скорости 700 м/мин станок должен крутить шпиндель уже 1100 об/мин. Это на максимальных диаметрах, а если допустим снаряд для 76мм орудия? 0,076 метра х 3,14 =0,239 м длина окружности, если скорость резания 600 метров в минуту, то шпиндель надо разогнать до 2500 об мин. ДИП-200 на такие обороты не способен. Так на чём стахановцы скоростники работали?
А все эти трагически драматические метания и искания нужного угла резания давно разжёваны в соответствующей литературе и не просто разжёваны, а даны формулы для расчёта нужных величин, но это ж наследие царизма, а мы ж до основания, а затем велосипед изобретаем. Есть книга профессора Императорского Московского технического училища Гавриленко А.П. 1911 года издания, там всё по полочкам разложено, не надо статью в газете, надо издать нужным тиражом и пользоваться. Можно в начале поставить как было принято в СССР, выполняя решения очередного съезда мы тут нашли угол резания и скорость.
Кстати о съездах, финал всей этой грустной истории гонки за рекордами был озвучен в Докладе Председателя Совета Министров СССР товарища РЫЖКОВА Н. И. 3 марта 1986-го года
Цитата.....Среди важнейших проблем повышения эффективности, пожалуй, наиболее острой и неотложной является качество продукции и работ. Вопрос этот не только экономический, но и политический. За короткий исторический срок по объемам производства многих видов продукции мы вышли на передовые позиции в мире. Теперь мы можем и обязаны с не меньшей настойчивостью решить проблему качества. Народное хозяйство подошло к такой черте, когда без коренного улучшения положения дел с качеством не может быть решена ни одна крупная производственная и социальная задача.
Повышение качества продукции - это в конечном счете и вопрос ее количества, экономии ресурсов, более полного удовлетворения общественных потребностей.
Сейчас на ветке:
1,
Модераторов: 0,
Пользователей: 0,
Гостей: 0,
Ботов: 1