Сравниваем танки
21,813,165
47,905

|
Внимательный ( Слушатель ) |
| 27 апр 2017 06:25:34 |
Броня крепка, и танки наши быстры
новая дискуссия Дискуссия 350Приветствую всех любителей тяжелой техники. Сегодня в блоге группы компаний ЛАНИТ исторический пост. Он посвящен приближающемуся Дню Победы.
Пока мировые державы продолжают состязаться в военном оснащении и демонстрируют всё более совершенные образцы бронетехники, я хочу вам рассказать пару историй из советского танкостроения. Тем более что многие современные модели – это не что иное как новейшие модификации машин прославившихся серий.
В этих историях я принимал либо косвенное, либо непосредственное участие и видел, какие трудности приходилось преодолевать конструкторам и технологам.
Будет в моем рассказе и про информационные технологии, потому что именно ИТ в свое время помогли исправить серьезные производственные дефекты, над которыми билась целая команда инженеров.

Рисунок 1.
Перед вами танк Т-72, произведенный на Уралвагонзаводе. Это одна из первых модификаций танка этой серии с литой башней.
Литые башни использовались еще в танке Т-34. Это позволяло получать сложную по конфигурации деталь, оставляя на доводку путем механической обработки только некоторые элементы ее конструкции. В то же время это была сложная отливка. Ее заливочный вес с прибылями и литниками достигал 15 тонн.

Рисунок 2. Танк Т-64 ранних выпусков Харьковского завода им. Малышева (тоже с литой башней) Источник
Башни отливали практически по идентичным технологиям в Мариуполе, Челябинске и Омске. И вот однажды в отнюдь не прекрасный день в литых башнях, произведенных на разных заводах, обнаружились дефекты, которые вызвали, мягко говоря, недоумение у литейщиков. Эти дефекты выявлялись в лобовой части отливки после расточки колодцев под цапфы пушки, и выглядели они на обработанной поверхности как тонкие трещины, хаотично разбросанные по расточенной поверхности. Естественно, представитель заказчика такие отливки браковал, и, чтобы не отправлять дорогостоящую отливку в переплав, производилась сложная операция вырубки трещин ручными пневматическими зубилами до твердого тела с последующей заваркой.
Появление подобных дефектов приобрело массовый характер на трех перечисленных выше предприятиях (до 15% (!) от общего количества отливок). Можно представить, какой резонанс это вызвало у руководства заводов и в соответствующем министерстве. Срочно была создана команда из руководителей предприятий, научных работников и инженеров, которую направили в Мариуполь с заданием работать до тех пор, пока дефекты не будут устранены.
Краткий экскурс в технологию
Вместе с отливкой башни отливают так называемые технологические пробы, которые сопровождают башню по всем операциям термообработки. После окончания процесса изготовления отливки пробы ломают на копре и по виду излома судят о качестве стали и качестве термообработки. Кстати, такая же процедура с технологическими пробами имеет место при производстве катаной брони.
Излом, как характеристика стали, известна еще со времен русского металлурга Павла Петровича Аносова (того самого, который булатом занимался). Использование этого инструмента для исчерпывающей характеристики качества стали вместо длительных испытаний механических свойств отнюдь не является российским анахронизмом. Излом, действительно, очень точно характеризует качество выплавки стали и качество ее термообработки. Разработаны специальные эталонные шкалы, в сравнении с которыми приемщики и представители заказчика проверяют качество металла.
Когда на производстве начали ломать контрольные пробы, то те самые волосяные трещины, которые обнаруживались в башнях, проявились в изломе, как на рисунке 3 ниже.
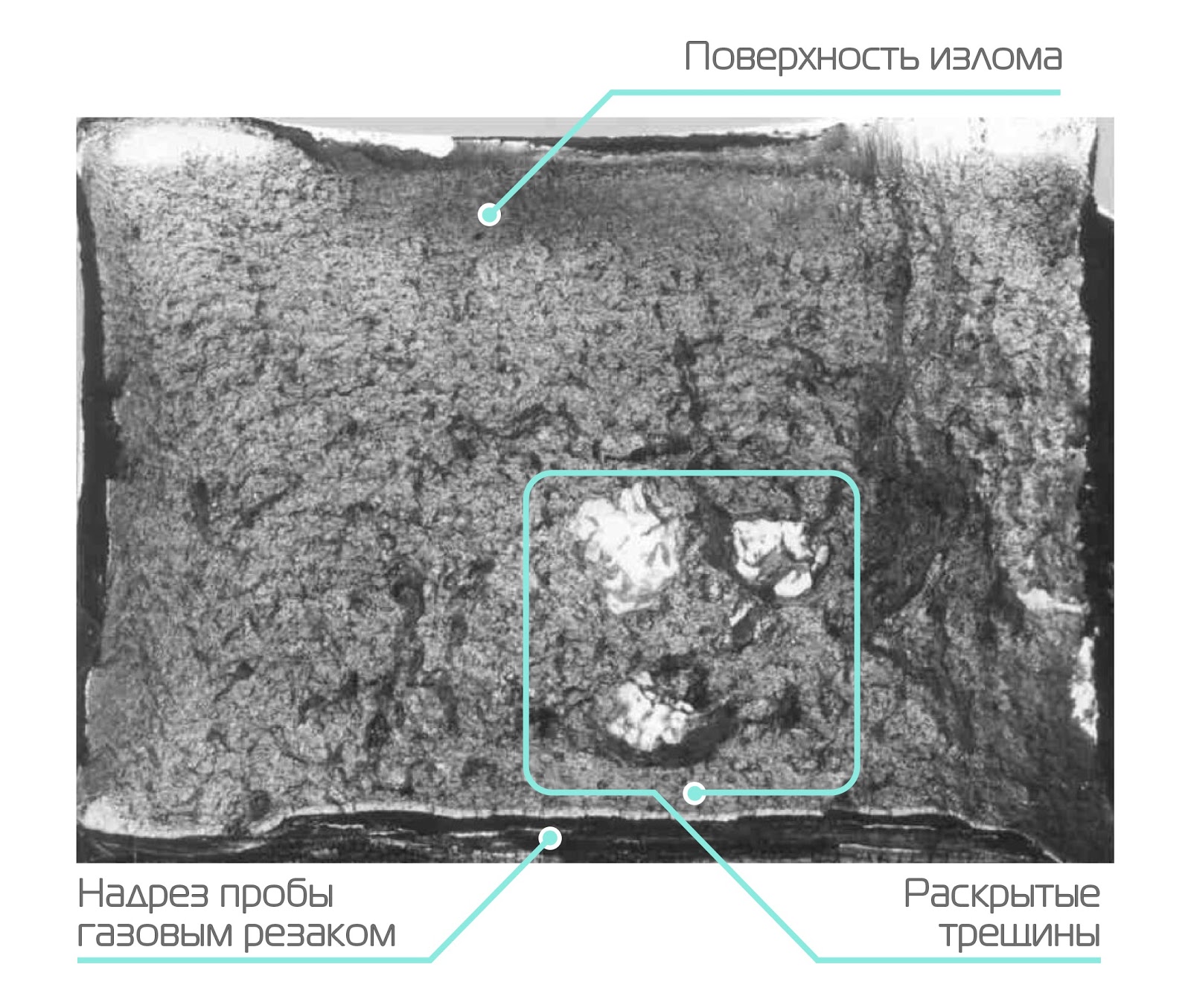
Рисунок 3. Излом литой технологической пробы броневой стали сечением 200х200 мм после полной термической обработки
Вы думаете, что эти раскрывшиеся трещины специально отполировали и посеребрили? Ничего подобного! Они так и раскрылись и выглядели в натуре. Представляете недоумение специалистов, увидевших их в металле.
Команда инженеров совместно с работниками предприятия проделала гигантскую работу по контролю и инспектированию технологического процесса. Каких только гипотез о происхождении этих дефектов не высказывали (вплоть до вредительства)! Виноватыми считали и примеси тяжелых металлов, и легкие элементы – кислород, серу и фосфор, и примеси магния и титана почему-то. Сколько было споров, увольнений и выговоров! Сколько специалистов и руководителей старались уйти от ответственности! Рабочая группа вынесла немало криков. Когда у одного большого начальника пропал голос, исследования ускорились, – ежедневные разборки здорово тормозили процесс. Наконец статистический анализ позволил уловить некоторую связь между содержанием водорода в стали и появлением этих дефектов.
Коварный водород
Водород в стали есть всегда. Он попадает в нее в процессе выплавки и разливки. Его содержание, в общем-то, ничтожно мало, порядка 0,0004–0,0008%. Однако из-за его легкости, в пересчете на объем эти ничтожные количества составляют примерно 4-8 мл на 100 г стали. Еще одна особенность водорода из-за малых размеров его атома – способность в атомарном состоянии легко проникать в металл даже при комнатной температуре, а при температурах выше 400 градусов водород вообще гуляет в стали, как хочет.
В конце концов выяснилось, что при охлаждении отливки водород попадает в места поверхностей раздела между матрицей стали и микроскопическими дефектами, которые всегда есть в реальности. Попадая туда, водород из атомарного состояния переходит в молекулярное, теряет способность легкой диффузии и, скапливаясь в этом дефекте, развивает высокое давление, которое приводит к местному разрушению материала. Происходит это не одномоментно, и трещины появляются постепенно. Блестящая поверхность трещин легко объяснима: водород – активный восстановитель. По этой причине автомобили на водородном топливе до сих пор не бегают по дорогам, так как надо применять специальные ухищрения, чтобы обезопасить проводящую водород арматуру от его вредного влияния. Ну и баллоны с водородом в автомобиле — тоже не подарок.
ИТ – в помощь
Когда поняли причину, начали искать способы борьбы с появлением дефектов. Внедрили и усовершенствовали специальные регламенты термообработки, чтобы проводить смягчающие отпуска стали до того момента, как трещины внутри ее успевают образоваться. Поиски истины и оптимального решения растянулись, к сожалению, на годы, и полностью справиться с этими дефектами удалось не сразу. Тем не менее, новый технологический процесс, который распространили на все предприятия, изготавливающие броневое литье, в итоге позволил победить дефекты подобного типа.
Содержание водорода в соответствии с регламентом техпроцесса контролировали в жидкой стали: из сталелитейного ковша в процессе разливки брали пробы и анализировали их с помощью специализированных анализаторов. Но сколько водорода оставалось в твердой стали после формирования отливки и после термообработок, было неясно, тогда как именно в твердой стали формировались дефекты. Тогда провели очень трудоемкое исследование: полыми сверлами высверливали технологические пробы, извлекали керн, эти пробы разрезали алмазными дисками на мелкие образцы. В результате получили некоторое представление о поведении водорода в процессе технологической обработки литья. Но такой способ оценки поведения водорода совершенно не годился из-за дороговизны и нетехнологичности.
Вот тогда в процессе дальнейших исследований в начале 80-х годов была разработана программа, которая позволяет рассчитать концентрацию водорода в различных сечениях отливки в различные моменты ее охлаждения. Она использовалась как вспомогательный инструмент, для подтверждения данных непосредственного анализа, которые, как отмечено, были весьма трудоемки. В отчетах того периода по исследованию состояния металла эта программа и результаты расчетов упоминаются.
Сравнение результатов программных расчетов с фактическим содержанием водорода в стали в отливках и листах удовлетворило специалистов НИИ. А значит, стало возможно корректировать технологический процесс на основании оценок содержание водорода после различных технологических режимов. Расчет использовался также для оценки содержания водорода после проведении так называемой протифлокенной обработки катаной брони. Это очень дорогостоящая длительная операция, предназначенная для удаления водорода из стали и ее смягчения.
Первоначально программа создавалась еще на языке «Алгол». Ввиду актуальности вопроса потребовалась модификация программы на более современном языке. Специалисты ЛАНИТ модернизировали эту программу на Delphi.
Сейчас эта программа переросла ту область, для которой она была предназначена. Ее используют в Московском институте стали и сплавов для научных расчетов, и не только для оценки концентрации водорода, но и азота (для этого достаточно подставить другие коэффициенты диффузии).
Издательство ЛАНИТ в 2015 году выпустило мою монографию «Водород в конструкционных сталях», в которой уже на научно-техническом уровне описаны упомянутые здесь дефекты литой стали, отрицательное влияние водорода на механические свойства стали и приводится описание программы с примерами расчетов.
Если моя первая история вам понравилась, расскажу еще об одном эпизоде, в котором я принимал косвенное участие. Пусть этот рассказ будет бонусом. В нем нет ни слова об ИТ, зато много взрывчатки =). Сразу оговорюсь, что это — взгляд очевидца как бы изнутри. Он может несколько отличаться от официально принятой хронологии и документации, как отличаются воспоминания солдат и лейтенантов, участвовавших в войне, от официальных версий военных событий.
Не стрелять по воробьям

Источник
На башне, лобовом листе и на бортах этого Т-72 вы видите некоторые прямоугольные элементы. Знаете, что это такое? Правильно, это элементы динамической защиты. Вот о создании этих элементов я и хочу рассказать, причем с такой стороны, какая вам совершенно не известна.
В начале 70-х годов прошлого века у нас в некоторых НИИ шла интенсивная работа по созданию динамической защиты для танков. Закладывался принцип своевременного распознавания быстро летящего объекта с помощью радиолокационной системы. Речь шла об установке устройств, которые могли бы распознать быстро летящий объект, встретить этот объект и, если не уничтожить, то хотя бы изменить его траекторию, чтобы снизить его поражающее воздействие.
Задача архисложная, так как скорость бронебойного снаряда примерно 650 метров в секунду, а подкалиберного и того больше – 1400 м/с. Если учесть, что эффективная стрельба из танковых и противотанковых пушек (а также и противотанковыми управляемыми ракетными снарядами – ПТУРСами) ведут с расстояния 1,5–2 км, то на все про все отводится время 2–3 секунды, а то и меньше. При этом надо отсекать помехи и не ошибаться из-за летающих воробьев, голубей и даже шмелей, которых распознающая система может принять за бронебойный снаряд, и чтобы не палить впустую из пушки по воробьям. Короче говоря, трудностей было немало, и прототип работающей системы в те годы так и не был создан.
Взрывчатка против снарядов
В начале всё тех же семидесятых один мой коллега пришел к заместителю директора НИИ по науке и сказал, что у него есть идея, как сконструировать и организовать динамическую защиту. Если коротко, то идея состояла в том, чтобы разместить на внешней стороне башни и лобовом листе танка некие элементы со взрывчатым веществом (ВВ). Когда вражеский снаряд ударяется в этот элемент, срабатывает инициирующее вещество, содержащееся в ВВ, происходит подрыв, и навстречу снаряду устремляется пластина, снаряд частично теряет ориентацию, частично замедляется, и его пробивное действие значительно снижается. Полностью остановить снаряд невозможно, слишком велика у него кинетическая энергия, но динамическая защита должна уберечь танк от полного выхода из строя. Получает бонусы и экипаж, который хотя и может получить контузию, но остается жив и способен успешно продолжать боевые действия.
Идея эта, как говорится, витала в воздухе, и в других организациях шли некоторые вялые проработки подобных устройств несколько в другом виде. Но актуальность реализации данной идеи не созрела, так как на тот момент кумулятивные снаряды наших потенциальных противников не могли пробить броню серийно выпускаемых советских машин.
Для справки
Средняя продолжительность жизни танка в бою составляет 12 минут (по опыту Второй мировой войны и опыту участия танковых подразделений в современных конфликтах). Это так называемый жизненный цикл данного изделия.
Реакция заместителя по науке на инновацию была однозначна: «Ты что с ума сошел? Мы не знаем, как сохранить боекомплект от детонации внутри танка, а ты еще взрывчатку снаружи танка собираешься повесить». В общем идея моего коллеги умерла на корню.
Через некоторое время в иностранной милитаристской литературе появилась короткая информация, что в Израиле ведут работы по установке поражающих элементов с ВВ на внешней стороне танка. (Может быть это была дезинформация, установить это тогда, а тем более сейчас, невозможно. Уже позднее наши союзники арабы во время очередного конфликта захватили израильский танк «Меркава», на котором была установлена динамическая защита, что подтвердило данную информацию). Однако это сообщение произвело у руководства НИИ настоящий шок. Черт возьми, мы сами чуть идею не загубили, не известно, насколько мы отстали от Израиля в этом вопросе. А раз от Израиля, значит и от Америки! Тем более, что у противника появились кумулятивные снаряды, которые прошивали литую броню толщиной до 600 мм!
Нагнать и перегнать
Спешно была сформирована бригада инженеров и научных работников, которые занялись этой проблемой. В кустарных условиях изготавливали металлические корытца, в которые прессовали ВВ. Образцы сначала испытывали на броневых элементах, потом на макетах башни и корпуса танка, потом на реальных машинах на полигонах. Руководство НИИ к тому времени сильно помолодело, стало более хватким и быстро отстранило моего коллегу от руководства работами. Начальство перетянуло все на себя и в жесточайшем темпе организовало в условиях НИИ практически полукустарное производство элементов динамической защиты и снабжение ими серийных машин. Впоследствии, когда уже был накоплен некоторый опыт, производство передали на соответствующие военные предприятия, которые и сейчас занимаются непрерывным совершенствованием технологии. Созданные системы обладают хорошей избирательностью и не срабатывают при попадании в защитные элементы пуль и осколков. Танки без элементов динамической защиты теперь не выпускаются ни у нас, ни за рубежом. В результате наши, даже устаревшие модификации танков, снабженные элементами динамической защиты (по опыту боевых контактов) сохраняют живучесть после попаданий американских ПТУРС TOW.
Создание динамической защиты с помощью устройств распознавания быстролетящих объектов также продолжилось, и в этом направлении есть определенные успехи.
Я написал всего лишь о двух эпизодах из истории создания советской бронетехники, а сколько всего интересного было – и не сосчитаешь. Именно благодаря таким прорывным моментам наше вооружение и сейчас превосходит иностранные образцы.
https://habrahabr.ru…og/327368/
ОТВЕТЫ (2)

|
VVSector ( Слушатель ) |
| 27 апр 2017 18:55:53 |
хоспадя, и тут 12 минут танк живет. Ну откуда люди берут эту херню??
|
|
aries ( Слушатель ) |
| 28 апр 2017 01:12:05 |
Сообщение удалено
aries
28 апр 2017 01:21:43
aries
28 апр 2017 01:21:43
Отредактировано: aries - 28 апр 2017 01:21:43