Обсуждение космических программ
8,790,375
39,579
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 08:56:06 |
Немного о сварке
новая дискуссия Дискуссия 778
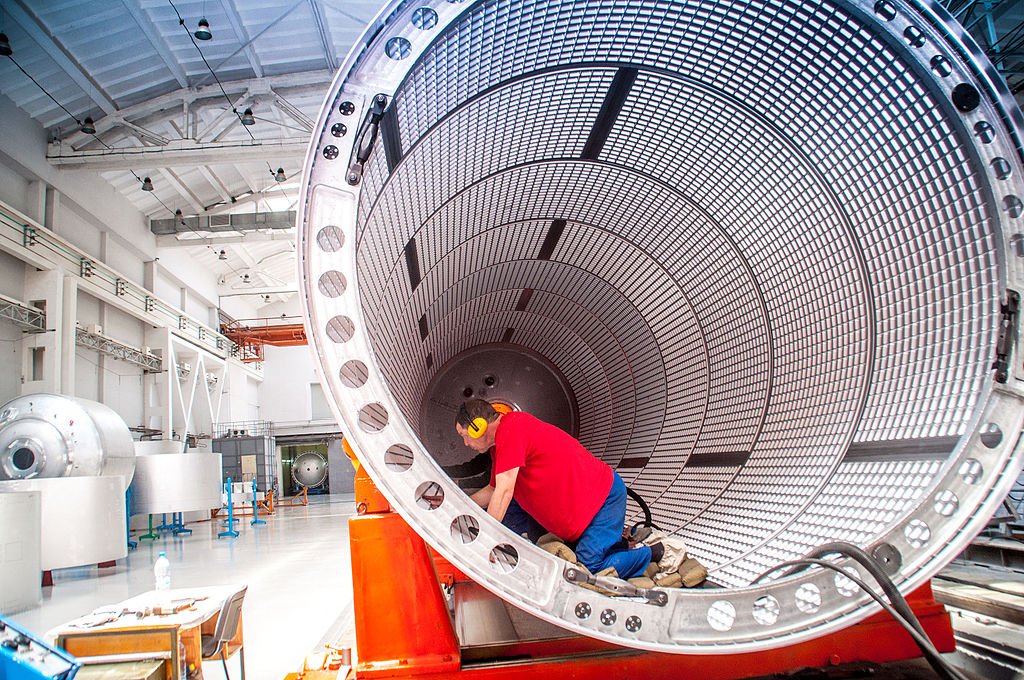
Возник вопрос.
Какая сварка применяется на продольных швах представленных на этом фото обечаек?
Как по мне, так это каменный век. Или я чего-то не понимаю?

ОТВЕТЫ (36)
|
|
gvf ( Слушатель ) |
| 19 окт 2019 09:40:33 |
Цитата: НАлЕ от 19.10.2019 08:56:06
Почему Вы решили что это сварка?
Может полировка швов с пылесосом? Шумовые наушники, нет защиты на глазах и руках.
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 09:45:44 |
Цитата: gvf от 19.10.2019 09:40:33
А швы от чего тогда?

Я же не про то, чем там персонажи , изображенные на фото, занимаются, а про то, что явно видны разрывы вафельного поля в поперечном направлении.
PS. А зачем швы-то полировать?
Да ещё пылесосом?
|
|
gvf ( Слушатель ) |
| 19 окт 2019 10:09:57 |
Цитата: НАлЕ от 19.10.2019 09:45:44
"Ааааа, ти в етом смисле" (с)
Тогда х.з.
Если я верно понимаю то вафельное поле это интегрированный силовой набор - перекрытие?
Вероятно нашли более дешевое технологическое решение без потери прочности.
Цитата: НАлЕ от 19.10.2019 09:45:44
Допустим, автомат сварил, возможно под флюсом, остались горбы их шлифанули, пылесос убрал пыль.
Хотя, есть вариант что накладывает покрытие и прогревает его.
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 10:53:21 |
Цитата: gvf от 19.10.2019 10:09:57
Да. Вафля - это "три в одном": и продольный силовой набор, и поперечный, и обшивка.
Цитата: gvf от 19.10.2019 10:09:57
Вафля, если
Поэтому, такое технологическое решение может и действительно "более дешевое", но никак не без потери прочности. Точнее, не без потери весового совершенства, из-за необходимости эту потерю прочности компенсировать.
Уже более 30-ти лет существуют технологии сварки продольных швов, позволяющие сварить
Но, немного покумекав над этой фоткой, готов признать, что
Цитата: gvf от 19.10.2019 10:09:57
Абсолютно излишне для внутренней поверхности. Для наружной сварные швы иногда шлифуют, но далеко не всегда.
А моют бак (и пылесосят сначала, и сушат потом) уже после сборки и опрессовки
Цитата: gvf от 19.10.2019 10:09:57
Изнутри? Очень сомневаюсь, но зуб не дам.
Вот снаружи, даже когда бак не красится вообще, сварные швы прокрашиваются герметиком.
|
|
gvf ( Слушатель ) |
| 19 окт 2019 11:37:37 |
Цитата: НАлЕ от 19.10.2019 10:53:21
Два литых полукольца, на оконцовки которых садится что-то более прочное, играющее роль усиленного стрингера и, возможно, одновременно замка, для механической сборки полуколец, может даже без сваривания, соединение проклеено и герметизировано.
Такой вариант возможен?
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 11:44:42 |
Цитата: gvf от 19.10.2019 11:37:37
Нет ничего невозможного в этом мире, но:
- литье и топливный бак ракеты - это несовместимые понятия.

- клей и герметичность топливного бака - ещё более несовместимое понятие.
Два стрингера, а между ними ывафельное поле?
Так тогда почему не полностью стрингерный отсек?
Зачем-то с этими вафлями долбаются уже лет 60 наверное?

|
Luddit ( Слушатель ) |
| 19 окт 2019 13:07:00 |
Цитата: НАлЕ от 19.10.2019 11:44:42
А почему вафля квадратиками? Если считать, что за миллион лет пчелы оптимизировали соты до предела, то нужно смотреть в сторону шестигранника?
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 13:35:50 |
Цитата: Luddit от 19.10.2019 13:07:00
1. Технология-с, едритт её в корень ...

2. Инерция мышления. Привыкли же изначально к
Таки, делают и другие формы ячееек. См. рис под буковкой в).
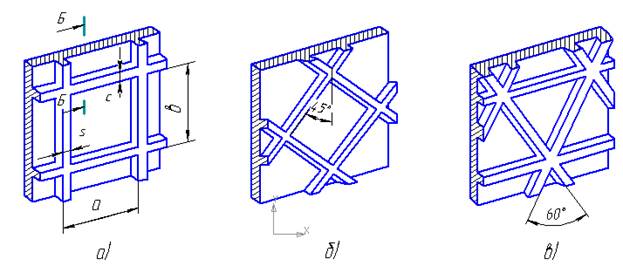
Сотовая конструкция хороша для работы на
Но разумеется, сходу идею пчелок отвергать не буду.

|
|
gvf ( Слушатель ) |
| 19 окт 2019 14:31:34 |
Цитата: НАлЕ от 19.10.2019 13:35:50
Представьте себе сетку-авоську, с ячейками типа сот.
Очень хорошо будет держать местные нагрузки на растяжение. Из-за больших углов стыковки мало чувствительна к усталости.
Нужно ли оно при тех характерных нагрузках на корпус ракеты?
У вас же оболочка, и без разницы сколько влезет меда внутрь сот.
Но если толщина стенок избыточна не из расчета прочности, то соты позволят более эффективно вовлекать стенки в общую прочность - шире присоединенные пояски.
( это я навскидку, считать не приходилось)
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 14:40:59 |
Цитата: gvf от 19.10.2019 14:31:34
А на сжатие? Или изгиб?
Цитата: gvf от 19.10.2019 14:31:34
Усталостная прочность не очень нужна. Ступень ракеты в полете живет считанные минуты. Первая вообще 2...3 минуты.
Собственно говоря, после первой ступени все расчетные случаи и заканчиваются, обычно все нагрузки при полете второй ступени не являются определяющими. Ну, почти все.
Цитата: gvf от 19.10.2019 14:31:34
Тут не понял. О каких стенках речь?
|
|
gvf ( Слушатель ) |
| 19 окт 2019 16:03:23 |
Цитата: НАлЕ от 19.10.2019 14:40:59
За счет узлов сочленения, они должны держать изгибающие моменты.
Осевую нагрузку вместо продольной балки будут держать Y образные узлы - при продольном сжатии они попытаются "надуть" объем.
Не могу вот так вот навскидку сказать больше будет продольная жесткость или меньше, но чую что меньше, т.е. при той же осевой нагрузке ракета сожмется сильнее но более плавно и чуть увеличится в диаметре.
Изгиб такого профиля вызовет закручивание стенок "вафли", т.к. профиль открытый, то ну его нафиг еще и стесненное кручение считать.
Вероятнее всего, все эти варианты уже просчитаны вариационными методами и выбран оптимум.
Цитата: НАлЕ от 19.10.2019 14:40:59
Из вопроса мне стало понятно что схема расчета не оболочка, а пластина
Есть два варианта - оболочка "натянутая" на продольно-поперечный набор и пластина анизотропная, когда балок в расчете нет, они "размазаны" по пластине.
Если рассматривать вариант оболочка, то в расчет входят стержни набора со своим моментом инерции и если оболочка сопротивляется изгибу то еще присоединенный поясок (тот метал внешней стенки который вдоль стержня идет). Тогда расчетная схема прочности это перекрытие из тавровых балок (стенка тавра - это сами квадраты, поясок тавра - внешняя стенка). В пределе, с уменьшением шага клетки, ширина этого пояска становится равной ширине "межклеточного пространства" и тогда вся стенка входит в расчет.
Единственный недостаток продольно-поперечного набора против косого это осевое кручение - сопротивление ему хуже из-за геометрии.
Не думаю что у ракеты есть такая нагрузка, когда верхняя ступень закручивается по часовой, а нижняя против часовой.
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 16:16:38 |
Цитата: gvf от 19.10.2019 16:03:23
Тут я пас.
Цитата: gvf от 19.10.2019 16:03:23
Да. Причем с учетом всяких ограничений. Технологических прежде всего.
Цитата: gvf от 19.10.2019 16:03:23
Таки, оболочка, причем нагруженная ещё и внутренним давлением от наддува и столба жидкости.
Цитата: gvf от 19.10.2019 16:03:23
Да, как-то ни разу не слышал проблемах с кручением при расчете на прочность корпуса ракеты. Крутящий момент конечно же обязательно имеет место быть (управление по крену, например), но он мал. Хотя наверняка учтен при определении эквивалентных нагрузок, действующих в том или ином расчетном сечении корпуса ракеты для всех расчетных случаев.
|
|
перегрев ( Слушатель ) |
| 19 окт 2019 17:51:31 |
Цитата: НАлЕ от 19.10.2019 08:56:06
Отнюдь. Как раз самая передовая. Насколько я вижу, это очень-очень похоже на сварку трением с перемешиванием. Если б ещё научились фрезеровать не лист, а сваренную обечайку, вообще был бы "Ташкент"
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 18:01:23 |
Цитата: перегрев от 19.10.2019 17:51:31
1. Я знаю, что это СТП (сварка трением с перемешиванием). Именно поэтому меня и удивили продольные сварные швы. Точнее не швы, а законцовки под них. Насколько знаю, СТП обеспечивает прочность шва на уровне "не меньше основного металла", что позволяет не оглядываться на швы и фрезеровать сплошное поле (в пределах одного "кольца", разумеется).
2. ИМХО, фрезеровали именно "кольцо", потому что фрезерованую панель с высокой вафлей на завальцуешь в радиус без ненужных деформаций ребер этой самой вафли.
3. Фрезеровка сваренного "кольца" сваренной обечайки - давно отработанный процесс, лет так 35, если не больше. В чем проблема-то?

|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 18:46:31 |
Цитата: gvf от 19.10.2019 18:25:44
Такое впечатление, что это

|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 18:57:19 |
Цитата: gvf от 19.10.2019 18:51:03
Внутри бака много чего монтируется:
- СУРТ (система управления расходом топлива) или более древняя СООБ (система одновременного опорожнения баков);
- СКТ (система контроля температур);
- СКЗ (система контроля заправки);
- заборные устройства:
- устройства наддува;
- демпфирующие устройства;
- и много ещё чего другого...
Но должен признать, ничего знакомое эти "желоба изнутри" мне не напоминают.
|
|
gvf ( Слушатель ) |
| 19 окт 2019 19:02:58 |
Цитата: НАлЕ от 19.10.2019 18:57:19
технологическая оснастка на время монтажа?
почему желоба? видно что пластина, там даже тень есть на правой.
Т.е. вафля там непрерывная, а сверху прицепили эти планки, на которых видны крючки

|
Вадим Р. ( Слушатель ) |
| 19 окт 2019 19:16:47 |
Цитата: gvf от 19.10.2019 19:02:58
Больше похоже, что прилегающие к продольным и поперечным сварным швам участки профрезеровали просто по толщине, где-то меньше половины, без образования "вафель", т.е. оставили толстый металл. Возможно, не могут гарантировать прочность сварного шва после мехобработки на уровне сплошного материала, поэтому выкрутились толщиной шва.
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 19:29:47 |
Цитата: Вадим Р. от 19.10.2019 19:16:47
Именно это и называется "законцовка под сварку".
Цитата: Вадим Р. от 19.10.2019 19:16:47
Раньше, когда технологии сварки давали ослабление материала в районе шва, всегда именно так и делали, оставляли утолщение под шов.
|
|
Вадим Р. ( Слушатель ) |
| 19 окт 2019 19:46:57 |
Цитата: НАлЕ от 19.10.2019 19:29:47
Я имел ввиду, что профрезеровали не "под сварку", т.е. перед сваркой, а уже сваренные обечайки, но в районе готового шва не на всю толщину.
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 19:52:08 |
Цитата: Вадим Р. от 19.10.2019 19:46:57
Перегрев сказал, что сначала фрезеровали, потом гнули, а уже потом сваривали.
|
|
Вадим Р. ( Слушатель ) |
| 19 окт 2019 19:58:50 |
Цитата: НАлЕ от 19.10.2019 19:52:08
Гнули, отжигали, сваривали, опять отжигали, фрезеровали, но швы - не до конца. Я так думаю.
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 20:05:36 |
Цитата: Вадим Р. от 19.10.2019 19:58:50
А зачем такие сложности?
Фрезеровать, так все сразу.
Да и как вы будете "дофрезеровывать" поперечные швы после сварки? После каждого шва - переустанов на фрезеровку? С ума можно сойти. Тем более, что в конце это уже будет набор обечаек длиной в десятки метров?
А когда днище приварите, то как фрезой подобраться к такому шву через всю длину бака? Уж не говорю про то, как вообще этой фрезе добраться до шва, когда приварили второе днище, полностью замкнув объем бака ? Будем через люк-лаз станок по частям затаскивать и там его монтировать?
|
|
Вадим Р. ( Слушатель ) |
| 19 окт 2019 20:52:50 |
Цитата: НАлЕ от 19.10.2019 20:05:36
Ну, тогда продольные швы заранее, а поперечные варятся после фрезеровки. Только непонятно, как обеспечить сохранение геометрии после сварки...
Почитал немного про СТП. Говорят, мол, остаточные напряжения не велики.
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 21:28:44 |
Цитата: Вадим Р. от 19.10.2019 20:52:50
Если одно можно сразу отфрезеровать, то зачем усложнять себе жизнь со вторыми и не отфрезеровать их тоже сразу под сварку?
Цитата: Вадим Р. от 19.10.2019 20:52:50
В стапелях это делается.
Цитата: Вадим Р. от 19.10.2019 20:52:50
Дык, и сварка электронным лучом, и контактно-стыковая - тоже вроде как тоже в таком же духе ...
Вот АДС как тут смотрится - не знаю, но тоже прекрасно применяется.

|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 20:10:10 |
Цитата: gvf от 19.10.2019 20:03:11
Похоже.
Но зуб даю, что лично сам видел сплошное вафельное поле. Специально даже искал, где же там сварные швы проходят (прямо посередине ячеек, не по ребру).
Правда, на диаметре в три метра, а не 3,9, как похоже тут изображено.
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 21:24:41 |
Цитата: Вадим Р. от 19.10.2019 21:00:56
Ну не придумали ещё фрезерный станок, который бы или бы сам ползал по баку длиной 15...20 метров, фрезеруя его внутреннюю поверхность, или бы имел вылет фрезерной головки (желательно, многшпиндельной) на те же 15...20 метров.
|
|
перегрев ( Слушатель ) |
| 19 окт 2019 18:27:43 |
Цитата: НАлЕ от 19.10.2019 18:01:23

Разрыв в силовом наборе получается вследствие особенности технологии. Это зона движения заплечника, имхо.
Цитата: НАлЕ от 19.10.2019 18:01:23
Фрезеровали плиту, если бы фрезеровали кольцо, то вот этого разрыва не было бы. Кроме того, ранее я выкладывал ролик, где хруники очень гордились станком для фрезеровки ячеек именно плиты с последующим изготовлением из нее обечайки

Цитата: НАлЕ от 19.10.2019 18:01:23
Есть мнение, что так получается технологичнее, дешевле и быстрее. А может просто не получилось или требуемого оборудования не было
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 18:43:17 |
Цитата: перегрев от 19.10.2019 18:27:43
Если бы сначала сварили, а потом фрезеровали, то и не надо было "рвать" силовой набор. Что весьма пользительно для повышения весового совершенства конструкции.
ЦитатаФрезеровали плиту, если бы фрезеровали кольцо, то вот этого разрыва не было бы. Кроме того, ранее я выкладывал ролик, где хруники очень гордились станком для фрезеровки ячеек именно плиты с последующим изготовлением из нее обечайки
Не вижу предмета для гордости, честно говоря.
ЦитатаЕсть мнение, что так получается технологичнее, дешевле и быстрее.
1. С трудом представляю себе процесс гибки фрезерованной плиты в полукольцо. Как заневоливать поперечные ребра?
2. Насчет "дешевле" ничего не могу сказать, а вот "быстрее" - это очень спорно. две полуобечайки фрезеруются с двух установов, сваренное кольцо - с одного.
3. Про весовой проигрыш уже сказал.
ЦитатаА может просто не получилось или требуемого оборудования не было не было
Я уже упомянул сегодня многошпиндельные станки с ЧПУ для таких работ. Да, это весьма специализированные станки, но что интересно, это были советские станки, а не импортные.
Работают и сейчас, кстати.
|
|
перегрев ( Слушатель ) |
| 19 окт 2019 18:53:08 |
Цитата: НАлЕ от 19.10.2019 18:43:17
Послушайте, Вы сейчас опять будете спорить до упора с очевидными вещами и импровизировать на ходу. Лично я – пас. Каменный век? Да ради Бога...
|
|
НАлЕ ( Слушатель ) |
| 19 окт 2019 19:00:23 |
Цитата: перегрев от 19.10.2019 18:53:08
Да с чего Вы взяли? СТП - это очень популярная сейчас тема, реально очень интересная технология.
Но непонятно мне, почему не используется одно из ее важнейших преимуществ.
Если Вы обратили внимание, то я в первом же посте написал, " ... или я чего-то не понимаю?"
PS. Уважаемый перегрев, Вы-то уж меня в хохла не записывайте.
Реально, не совсем понятно, почему сделали именно так. Уверен, что по-другому бы или бы не получилось, или было бы не оптимально. Тоесть сделано зряче и с пониманием.
И мне очень жаль, что так с Ангарой сложилось, считал и сейчас считаю, что очень интересная идеология в этот комплекс была заложена. Да и за Хруню душа болит, все-таки, это первый ракетный завод, на котором мне пришлось побывать в своей жизни.

|
Zkvxz ( Слушатель ) |
| 20 окт 2019 14:22:01 |
Цитата: НАлЕ от 19.10.2019 19:00:23
Пардон, шо встреваю, но по сути станок СТП ничем от фрезерного станка не отличается, ток шпиндель помощнее.
В 2017 году РКЦ Прогресс закупило у ТехноМаша одну установку (ссылка) видимо импортного производства. А уже в этом году закупает (ссылка) у Чебоксарского Сеспеля. Хочу пожелать удачи чебоксарцам и Бакшаеву Владимиру Александровичу по выполнению ТЗ, шоб в срок и шоб прибыль осталась.
Если кто хочет вникнуть, то рекомендую изучить ТЗ на оборудование из каждой закупки. Это весьма интересно и познавательно.

2.1.2. Установка (станок) должна обеспечивать выполнение следующих операций:
1. Фрезеровка торцевых поверхностей свариваемых кромок обечаек с целью обеспечения требуемого зазора в свариваемом стыке.
2. Фрезеровка наружных поверхностей свариваемых кромок обечаек вдоль стыка с целью обеспечения требуемой разнотолщинности.
3. Сварка трением перемешиванием продольных швов обечаек следующим инструментом:
- нерегулируемым рабочим стержнем;
- регулируемым рабочим стержнем;
- Bobbin Tool с контролем давления;
- Bobbin Tool без контроля давления.
4. Исправление дефектов сварных швов подваркой методом СТП, заварка кратера сваркой трением методом бужевания, в том числе заварка выходного отверстия в соответствии с видом применяемого инструмента (по согласованию с заказчиком).
5. Фрезеровка наружной поверхности сварного шва с целью удаления грата и наплывов, появившихся в процессе сварки.
6. Неразрушающий контроль качества сварных швов методом УЗК в автоматическом и ручном режимах.
7. Автоматический выход сварочного инструмента в течение 1-2 мин при аварийной ситуации (отключение электроэнерти).
Мощность и конструкция станка должна позволять выполнять сварку до 30,0мм включительно.