Ядерная и углеводородная энергетики
4,045,332
11,958

Карма: -0.28
Регистрация: 25.07.2015
Сообщений: 73
Читатели: 0
Регистрация: 25.07.2015
Сообщений: 73
Читатели: 0
@Dobryak:
Можете пожалуйста прокомментировать данный доклад:
http://vixra.org/pdf/1306.0062v1.pdf
Можете пожалуйста прокомментировать данный доклад:
http://vixra.org/pdf/1306.0062v1.pdf
Цитата: ЦитатаCounterfeit/obsolete Equipment and Nuclear Safety issues of VVER-1000 Reactors at Kudankulam, India
Counterfeit equipment is becoming a major threat to nuclear safety globally. The Kudanku-
lam Nuclear Power Plant (KKNPP) in India housing two VVER-1000 reactors, imported from
Russia is being delayed because of counterfiet, substandard and obsolete equitpment. The po-
lar crane, the limb of the reactor, is defective as its hoisting capacity is less than 80% of its
nameplate capacity. The crane is used for installing the equipment inside the reactor building
and also for removing spent fuel. The contract said that there will be no weld in the beltline
of the reactor pressure vessel (RPV). The received vessels have two circumferential welds on
the beltline. RPV, the heart of the reactor is irreplaceable and hence determines the life of
the reactor. RPV and polar crane are safety grade equipment. The core-damage frequency
(CDF) of the reactor in the contract was 10 −7 reactor-years, while the supplied reactor has
a CDF of 10 −5 reactor-years. Two units of generator transformers were received as damaged
and these were dismantled and reassembled at the site. This paper finds evidences of the
unethical practises of sale and use of obsolete and counterfeit reactor equipment and discusses
the global catastrophic risks with reference to the international nuclear safety standards.


Москва
20 лет
Карма: +282.16
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Цитата: Kugelblitz от 16.03.2017 17:36:58@Dobryak:
Можете пожалуйста прокомментировать данный доклад:
http://vixra.org/pdf/1306.0062v1.pdf
Не Добряк, но пару слов скажу.
Статья типичный наброс на вентилятор.
Что вспоминать полярные краны, если АЭС давно построили и реактор в шахту закинули, не промахнулись, и парогенераторы на месте.
Про швы, признаться, ничего не понял.
Сore-damage frequency (CDF), вообще то величина сфероконическая, однако значение 1*10-5 признаётся мировым сообществом - Core damage frequency
ЦитатаA 2003 study commissioned by the European Commission remarked that "core damage frequencies of 5 × 10−5 [per reactor-year] are a common result" or in other words, one core damage incident in 20,000 reactor years.[3] A 2008 study performed by the Electric Power Research Institute, the estimated core damage frequency for the United States nuclear industry is estimated at once in 50,000 reactor years, or 2 × 10−5.[5]
Однако АЭС строилась по проекту АЭС-92, самому современному на тот момент. Тогда действовал ПНАЭ Г-01-011-97 "ОБЩИЕ ПОЛОЖЕНИЯ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ АТОМНЫХ СТАНЦИЙ. ОПБ-88/97" , так в нём сказано:
Цитата1.2.17. В целях исключения необходимости эвакуации населения за пределами зоны планирования защитных мероприятий, устанавливаемой в соответствии с нормативными требованиями к размещению АС, следует стремиться к тому, чтобы оцененное значение вероятности установленного этими требованиями предельного аварийного выброса не превышало 10 Е -7 на реактор в год.
Ну, про контрафакт, то же ничего не скажу. Может действительно попользованный реактор где нибудь свинтили, подчистили, подкрасили и индусам впендюрили.
Отредактировано: ДядяВася - 16 мар 2017 21:19:16
Санкт-Путинбург
Карма: +263.98
Регистрация: 31.10.2008
Сообщений: 6,977
Читатели: 7
Регистрация: 31.10.2008
Сообщений: 6,977
Читатели: 7
Цитата: Kugelblitz от 16.03.2017 17:36:58@Dobryak:
Можете пожалуйста прокомментировать данный доклад:
http://vixra.org/pdf/1306.0062v1.pdf
Я вообще ни разу не атомщик. Но увидев список фамилий авторов доклада - осмелюсь сказать: "фигу им, а не денег". В смысле - заказчикам АЭС. Потому что согласно классической индийской тактике это - попытка заранее перевести стрелки за возможные сбои от кривых рук эксплуатирующего персонала на поставщика. Знаю я эти хитрые подходы их, имел дело в своих областях.
Карма: -0.28
Регистрация: 25.07.2015
Сообщений: 73
Читатели: 0
Регистрация: 25.07.2015
Сообщений: 73
Читатели: 0
ЦитатаЦитата: ДядяВася от 17.03.2017 01:13:51
Про швы, признаться, ничего не понял.
Индийцы заказывали ВВЭР-1000-412, но судя по докладу они получили версию 320:
ЦитатаThe KKNPP contract was for a V412 model, which belongs to the 3rd generation of reactor designs
ЦитатаThe beltline welds of RPV was mentioned for the first time in a brochure published
by NPCIL in 1998. SK Agarwal, the Station Director of KKNPP mentions this in a paper published
in an international journal: ”the pressure vessel has no weld joints in the core region” and the ”design
features extensively negotiated” includes ”verification of the designs by Indian engineers who will also
over-see the quality of equipment, witness necessary inspection and testing during manufacture” [24]
ЦитатаHowever, the vessel now used has two welds in the core region“ [26]. The estimated CDF of the reactor, according to S. Bajaj, the then
Senior Executive Director (Safety), of NPCIL is 1 in 100,000 reactor years [27], hundred times higher than the promised one.
У версии 320, согласно докладу, есть два сварных шва, которые содержат никель и магний (а также и в самом материале, из которого изготовлен корпус реактора), что в свою очередь негативно сказывается на долговечность самого корпуса реактора:
ЦитатаThe beltline region of RPVs fabricated during the 1980’s were made of three forged rings and had two circumferential welds.
The modern trend is to use one large ring without any weld. There is also strict regulation regarding the concentration of
neutron-sensitive elements such as nickel in base and weld metals [16]. VVER RPVs fabricated before
1990 had high nickel-manganese content in the base metal and weld metal.
ЦитатаDuring the 1990’s, Europe including Russia, tightened their standards for PWR RPVs.
(Since 1990, Russian General Regulations for Nuclear Power Plant Safety requires a CDF of one in 10
million reactor years, [45] the pre-1990 RPVs with beltline welds have a CDF of one in 100,000 years.)
Under the new regulations, Soviet era RPVs made of high nickel-manganese steel and with beltline welds are not acceptable in Europe.
Отредактировано: Kugelblitz - 17 мар 2017 14:15:41
Санкт-Путинбург
Карма: +263.98
Регистрация: 31.10.2008
Сообщений: 6,977
Читатели: 7
Регистрация: 31.10.2008
Сообщений: 6,977
Читатели: 7
Цитата: Kugelblitz от 17.03.2017 00:21:26Индийцы заказывали ВВЭР-1000-412, но судя по докладу они получили версию 320:
А можно ссылочку на договоры и акты приёмки-передачи? А то как-то очень голословно - "заказывали 412, получили 320". Это вот как именно вы определили?
Карма: -0.28
Регистрация: 25.07.2015
Сообщений: 73
Читатели: 0
Регистрация: 25.07.2015
Сообщений: 73
Читатели: 0
Цитата: basilevs от 17.03.2017 13:04:48А можно ссылочку на договоры и акты приёмки-передачи? А то как-то очень голословно - "заказывали 412, получили 320". Это вот как именно вы определили?
Не я определил, а авторы доклада - если коротко, согласно новым требованиям, после Чернобыля, у новых корпусов нету сварочных швов, их нету и у версии 412, но судя по данным доклада, в Куданкулам поставили реактор со сварочными швами, и это, скорее всего версия 320:
ЦитатаThe AERB revealed in 2008 (three years after the receipt and one year after its installation) that the original design of RPV did not contemplate welds in the core region. However, the vessel now used has two welds in the core region“ [26].
А что касается ссылок - в докладе указаны источники.
Москва
20 лет
Карма: +282.16
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Цитата: Kugelblitz от 17.03.2017 00:21:26Индийцы заказывали ВВЭР-1000-412, но судя по докладу они получили версию 320:
Я английский и индийский язык не очень понимаю.
Предлагаю почитать информацию на русском от разработчиков ВВЭР-1000/412 ОКБ "Гидропресс" - ВВЭР-1000 .
Здесь подробно расписаны различия проектов 320 и 412. А там отличий не мало.
Санкт-Путинбург
Карма: +263.98
Регистрация: 31.10.2008
Сообщений: 6,977
Читатели: 7
Регистрация: 31.10.2008
Сообщений: 6,977
Читатели: 7
Цитата: Kugelblitz от 17.03.2017 14:14:20А что касается ссылок - в докладе указаны источники.
Ага, указаны. В истинно индийском стиле. Ссылка [26], указанная там - мало того, что ссылается на непонятную публикацию от 2008 года, так ещё и не открывается. ww.aerb.gov.in/T/sj/book/chapter5.pdf ведёт в никуда - 404. Хоть подставляй "w" в начале, хоть нет.
На самом деле я нашёл этот документ, он малость по другой ссылке находится:
http://www.aerb.gov.in/AERBPortal/pages/English/t/sj/book/chapter5.pdf
Но там тоже нет никаких ссылок, откуда дровишки. А сам документ тот - не отчёт, а какое-то полухудожественное произведение. Достаточно посмотреть не на chapter 5, а на chapter 1, 2, 3, 4.
В общем - неубедительно, прямо скажем.


Лукка
77 лет
Карма: +462.29
Регистрация: 10.07.2007
Сообщений: 35,282
Читатели: 80
Регистрация: 10.07.2007
Сообщений: 35,282
Читатели: 80
Цитата: Urri2 от 17.03.2017 18:07:30Надо бы просить по данной "прорывной" теме высказаться уважаемого Добряка
Это все перепев высокотемпературного газового реактора AVR (Arbeitsgemeinschaft Versuchsreaktor) электрической мощностью 17 МВт(эл.). Реактор был введён в строй в 1967 году и работал до 1988 года. Его разобрали несколько лет тому назад. Он был протлотипом уже промышленного реактора, который и года не проработал, как стало ясно, что с ним забежали вперед паровоза.
Фишка реактора — топливо — достаточно высокообогащенный уран с торием запакованы в шарообразную оболочку из пиролитического графита, который есть замедлитель нейтронов. Шарик размером примерно с теннисный шар, я его даже в руке держал — тяжелый! — когда на AVR в стадии разборки был на экскурсии. Охлаздение было продувкой гелия.
Материалы об этом реакторе, включая отчет по разборке реактора, написаниный по моим "разведданным", можно найти на
http://forum.atominf…wtopic=788
Идея реактора оказалась вне Германии живучей.
Отредактировано: Dobryаk - 01 янв 1970
Вси бо вы сынове Божии есте верою о Христе Иисусе. Елице бо во Христа крeстистеся, во Христа облекостеся, несть иудей, ни эллин, несть раб ни свободь, несть мужеский пол, ни женский. Вси бо вы едино есте о Христе Иисусе
Послание Галатам Павла апостола
Послание Галатам Павла апостола
Москва
20 лет
Карма: +282.16
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Цитата: Osq от 17.03.2017 19:01:47
Корпуса пока ещё нет. И Вы вместе с авторами доклада рассуждаете о пока ещё несуществующем предмете.
Речь идёт о первом и втором блоках. Введены в эксплуатацию 2013 и 2016 г соответственно. Но блоки ВВЭР 1000/412.
Отредактировано: ДядяВася - 17 мар 2017 19:50:37
Карма: -0.28
Регистрация: 25.07.2015
Сообщений: 73
Читатели: 0
Регистрация: 25.07.2015
Сообщений: 73
Читатели: 0
Цитата: mse от 17.03.2017 15:18:08У всех корпусов есть сварочные швы. Они и делаются из кольцевых обечаек, свариваемых меж собой. Варится дно, варятся патрубки. Он весь сварной, куда ни плюнь.
В докладе стоит, что речь идёт о швах, в нижней части реактора, о так называемой поясной линии:
ЦитатаThe bottom portion of the RPV, known as the beltline is more vulnerable for premature ageing (a process known as embrittlement) due to the impact of neutrons flying away from fuel assembly during the chain reaction.
У корпусов, которые изготавливались в 80х годах, в том месте есть сварочные швы, на современных их уже нет:
ЦитатаThe beltline region of RPVs fabricated during the 1980’s were made of three forged rings and had two circumferential welds. The modern trend is to use one large ring without any weld.
Санкт-Путинбург
Карма: +263.98
Регистрация: 31.10.2008
Сообщений: 6,977
Читатели: 7
Регистрация: 31.10.2008
Сообщений: 6,977
Читатели: 7
Цитата: Kugelblitz от 17.03.2017 21:38:41У корпусов, которые изготавливались в 80х годах, в том месте есть сварочные швы, на современных их уже нет:
Так а можно ли ссылочки на какие-то ещё документы, кроме этого "доклада", ссылающегося на другой "доклад", которые оба официальными докладами не являются?

Малая Вишера
Карма: -21.94
Регистрация: 12.01.2017
Сообщений: 1,832
Читатели: 1
Регистрация: 12.01.2017
Сообщений: 1,832
Читатели: 1
Цитата: ДядяВася от 17.03.2017 19:49:47Речь идёт о первом и втором блоках. Введены в эксплуатацию 2013 и 2016 г соответственно. Но блоки ВВЭР 1000/412.
А может ли идти речь о каких либо выявленных следах воздействий?
Дело в том, что конкретно о каком корпусе реактора идёт речь в дальнейшей истории я конечно сказать точно не могу. Однако мне доподлинно извнстно, что при перевозке из Ижорских заводов в порт произошла авария, в результате которой корпус соскользнул с автоплатформы, на ухабах под Володарским мостом. Для минимизации убытков, корпус зачищался и перекрашивался прямо в порту.
"Мне плевать на вас ублюдки.
Я анархо-аморал." (С)
Я анархо-аморал." (С)
Москва
20 лет
Карма: +282.16
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Цитата: mark.76 от 18.03.2017 16:16:36А может ли идти речь о каких либо выявленных следах воздействий?
Дело в том, что конкретно о каком корпусе реактора идёт речь в дальнейшей истории я конечно сказать точно не могу. Однако мне доподлинно извнстно, что при перевозке из Ижорских заводов в порт произошла авария, в результате которой корпус соскользнул с автоплатформы, на ухабах под Володарским мостом. Для минимизации убытков, корпус зачищался и перекрашивался прямо в порту.
Как то слабо представляю как вот это:

Прыгает по ухабам.
Вы бы на "известно" ссылочки давали. А то такое происшествие, а даже "индийские зелёные" не пикнули.
Отредактировано: ДядяВася - 18 мар 2017 19:26:01
москва
Карма: +3.65
Регистрация: 22.01.2014
Сообщений: 143
Читатели: 0
Регистрация: 22.01.2014
Сообщений: 143
Читатели: 0
Прогнозы - дело неблагодарное. Но в ряде ситуаций будущее предсказуемо на концептуальном уровне благодаря опережающим индикаторам или инерции процессов. Прогнозировать цены на нефть или состояние нефтяного рынка вряд ли получится до наступления технологической сингулярности, но что-то уловить вполне реально.
Мир полон неожиданностей: всего лишь год назад обсуждался рост добычи нефти Саудовской Аравией (СА) и обвал “сланцевой” нефти в США из-за резкого снижения буровых установок, а теперь всё наоборот. СА вместе с другими странами пошли на сокращение добычи, а МинЭнерго США рапортует о росте и буровых установок на “сланцевых” месторождениях и самой добычи. За броскими словами скрываются вполне существенные цифры: если ОПЕК и Ко недавно договорились сократить добычу на 1,75 млн. баррелей в сутки (МБ/д), то США за последние месяцы успели прибавить 0,6 МБ/д, тем самым отыграв половину своего предыдущего падения и треть от сокращений ОПЕК. Таким образом, запустился процесс обратный последним двум годам. Всё что было нажито ОПЕК непосильным трудом сейчас опять сокращается, а дополнительная выручка и инициатива уходят американским нефтяникам. Таким образом, нефтяная война не окончена, а только начинается - сланцевая добыча не обвалилась и опять перешла к росту.

Но для наших читателей количество неожиданностей в происходящем должно быть меньше. Более года назад мы опубликовали модель добычи “сланцевой” нефти в США и неожиданные результаты, ещё тогда отвергнув вариант обрушения добычи. Моделирование показало, что даже при пятикратном сокращении фонда буровых установок на сланцевых месторождениях (с максимума 2014 года) снижение добычи к 2017 году составило бы лишь 20% от максимума. А при трёхкратном сокращении буровых добыча остановила бы своё снижение к 2017 году и со временем даже начала бы расти. Продвинутую версию этого роста мы и наблюдаем сейчас на графике выше.
Рост добычи продолжится
Раз модель получилась удачной и хорошо описала будущее “сланцев”, решили не останавливаться на достигнутом и обновили модель, заодно расширив пространство сценариев. Давайте посмотрим как будет вести себя сланцевая добыча в разных ситуациях. Для начала самый простой сценарий, в котором количество буровых установок на сланцевых месторождениях остаётся на текущем уровне (40% от максимума) на протяжении двух лет. На первом графике добыча нефти, на втором структура изменения добычи:

Целиком тут: http://celado.ru/articles/neftyanaya-voyna-tolko-nachinaetsya-istina-v-model/
Лукка
77 лет
Карма: +462.29
Регистрация: 10.07.2007
Сообщений: 35,282
Читатели: 80
Регистрация: 10.07.2007
Сообщений: 35,282
Читатели: 80
TEPCO удалось запустить робота на первом блоке Фукусимы-1
Японские специалисты смогли запустить специального радиоуправляемого робота внутрь защитной оболочки первого блока аварийной АЭС "Фукусима-1" и начать его обследование.
Об этом сообщила компания-оператор аварийной станции "Tokyo Electric Power" (TEPCO, "Токио электрик пауэр").
Операция будет продолжаться в течение четырёх дней. За это время аппарат должен отснять кадры и измерить фон в пяти разных местах внутри защитной оболочки.
Таким образом в TEPCO рассчитывают получить подробную информацию о состоянии этой части установки, где, предположительно, должно находиться расплавившееся в результате аварии 2011 года ядерное топливо.
Это исследование должно было начаться 14 марта, однако было отложено из-за неисправности внешней камеры, которая передавала видеосигнал в центр управления.
ТАСС, ОПУБЛИКОВАНО 19.03.2017
Японские специалисты смогли запустить специального радиоуправляемого робота внутрь защитной оболочки первого блока аварийной АЭС "Фукусима-1" и начать его обследование.
Об этом сообщила компания-оператор аварийной станции "Tokyo Electric Power" (TEPCO, "Токио электрик пауэр").
Операция будет продолжаться в течение четырёх дней. За это время аппарат должен отснять кадры и измерить фон в пяти разных местах внутри защитной оболочки.
Таким образом в TEPCO рассчитывают получить подробную информацию о состоянии этой части установки, где, предположительно, должно находиться расплавившееся в результате аварии 2011 года ядерное топливо.
Это исследование должно было начаться 14 марта, однако было отложено из-за неисправности внешней камеры, которая передавала видеосигнал в центр управления.
Отредактировано: Dobryаk - 01 янв 1970
Вси бо вы сынове Божии есте верою о Христе Иисусе. Елице бо во Христа крeстистеся, во Христа облекостеся, несть иудей, ни эллин, несть раб ни свободь, несть мужеский пол, ни женский. Вси бо вы едино есте о Христе Иисусе
Послание Галатам Павла апостола
Послание Галатам Павла апостола

Смоленская область
Карма: +200.19
Регистрация: 14.11.2010
Сообщений: 14,930
Читатели: 22
Регистрация: 14.11.2010
Сообщений: 14,930
Читатели: 22
"Росэнергоатом" не избежал штрафов
"Росэнергоатом" (РЭА) впервые был оштрафован за срыв сроков запуска объекта, строящегося по договору поставки мощности. Энергетики решили, что компания должна компенсировать рынку задержку ввода энергоблока на Нововоронежской АЭС-2: по данным "Ъ", за два месяца просрочки компания заплатит 350 млн руб. До сих пор РЭА удавалось откладывать выплату штрафа, но на рынке посчитали, что новый блок обходится потребителям слишком дорого, чтобы просто отказаться от санкций.
Набсовет НП "Совет рынка" (регулятор энергорынков) в четверг решил начислить штраф за непоставку в январе и феврале мощности первого энергоблока Нововоронежской АЭС-2 (НВАЭС-2, 1,2 ГВт) "Росэнергоатома" (РЭА). За два месяца непоставки компания заплатит 350 млн руб., сообщили "Ъ" в РЭА. Источники "Ъ", знакомые с решением набсовета, объясняют это тем, что новый блок — самый дорогой объект на энергорынке, плата за мощность для НВАЭС-2 составляет около 3,2 млрд руб. в месяц.
Это первый случай, когда РЭА оштрафовали за задержку сдачи проекта, строящегося по договору о поставке мощности (ДПМ). Механизм ДПМ обеспечивает возврат инвестиций в новые энергоблоки за счет повышенных платежей потребителей. РЭА уже построил по ДПМ четвертый блок Калининской АЭС, второй и третий блоки Ростовской АЭС, четвертый блок Белоярской АЭС. Выплаты за поставки мощности по ДПМ генкомпании начинают получать после ввода нового энергоблока. При задержке начисляется штраф, который зависит от мощности энергоблока и для ТЭС составляет 25% от установленной для него платы за мощность. Но в случае с АЭС размер штрафа рассчитывается исходя из капзатрат на строительство нового блока: для НВАЭС-2 — 175 млн руб. в месяц.
До сих пор набсовет "Совета рынка" откладывал вопрос о начислении штрафа для РЭА. Блок на НВАЭС-2 должен был начать поставку мощности с 1 января 2017 года, на полную мощность оборудование вышло 26 октября 2016 года, но через две недели из-за аварии генератора было выведено во внеплановый ремонт. В итоге блок был аттестован "Системным оператором" в конце февраля, поставки мощности начались с 1 марта. Но в РЭА считали, что могут не успеть пройти аттестацию оборудования к этому сроку и, соответственно, начать получать плату за мощность в марте.
Директор по сбыту РЭА Александр Хвалько сообщил, что перенос решения набсовета о списании штрафа объясняется необходимостью зафиксировать дату начала поставки мощности и тем самым рассчитать итоговое значение штрафа. Изначально РЭА предполагал, что пройдет аттестацию в конце первого квартала: в результате итоговая сумма штрафа сократилась с 510 млн руб. до 350 млн руб. "Сумма большая, но все-таки несоизмерима по сравнению со сроками и сложностью строительства, а также длительным сроком эксплуатации и возврата вложенных инвестиций",— отметил господин Хвалько. В "Совете рынка" решение не прокомментировали.
Штраф для НВАЭС-2 не стал самым большим на энергорынке: больше всего потребителям платил "Юнипер" (принадлежит структурам немецкой Uniper) за сгоревший в феврале прошлого года энергоблок (800 МВт) Березовской ГРЭС — около 450 млн руб. в месяц, напоминает Наталья Порохова из АКРА. Первый блок НВАЭС-2 — не последний ДПМ-проект "Росэнергоатома". К 2020 году компания должна сдать второй энергоблок НВАЭС-2, четвертый блок Ростовской АЭС, первый и второй энергоблоки Ленинградской АЭС-2. Директор ассоциации "Сообщество потребителей энергии" Василий Киселев считает, что начисление штрафа для РЭА является "редким случаем исполнения поставщиками электрической энергии рыночных правил по уплате штрафов за нарушение своих обязательств перед потребителями".
http://kommersant.ru/doc/3250206
"Росэнергоатом" (РЭА) впервые был оштрафован за срыв сроков запуска объекта, строящегося по договору поставки мощности. Энергетики решили, что компания должна компенсировать рынку задержку ввода энергоблока на Нововоронежской АЭС-2: по данным "Ъ", за два месяца просрочки компания заплатит 350 млн руб. До сих пор РЭА удавалось откладывать выплату штрафа, но на рынке посчитали, что новый блок обходится потребителям слишком дорого, чтобы просто отказаться от санкций.
Набсовет НП "Совет рынка" (регулятор энергорынков) в четверг решил начислить штраф за непоставку в январе и феврале мощности первого энергоблока Нововоронежской АЭС-2 (НВАЭС-2, 1,2 ГВт) "Росэнергоатома" (РЭА). За два месяца непоставки компания заплатит 350 млн руб., сообщили "Ъ" в РЭА. Источники "Ъ", знакомые с решением набсовета, объясняют это тем, что новый блок — самый дорогой объект на энергорынке, плата за мощность для НВАЭС-2 составляет около 3,2 млрд руб. в месяц.
Это первый случай, когда РЭА оштрафовали за задержку сдачи проекта, строящегося по договору о поставке мощности (ДПМ). Механизм ДПМ обеспечивает возврат инвестиций в новые энергоблоки за счет повышенных платежей потребителей. РЭА уже построил по ДПМ четвертый блок Калининской АЭС, второй и третий блоки Ростовской АЭС, четвертый блок Белоярской АЭС. Выплаты за поставки мощности по ДПМ генкомпании начинают получать после ввода нового энергоблока. При задержке начисляется штраф, который зависит от мощности энергоблока и для ТЭС составляет 25% от установленной для него платы за мощность. Но в случае с АЭС размер штрафа рассчитывается исходя из капзатрат на строительство нового блока: для НВАЭС-2 — 175 млн руб. в месяц.
До сих пор набсовет "Совета рынка" откладывал вопрос о начислении штрафа для РЭА. Блок на НВАЭС-2 должен был начать поставку мощности с 1 января 2017 года, на полную мощность оборудование вышло 26 октября 2016 года, но через две недели из-за аварии генератора было выведено во внеплановый ремонт. В итоге блок был аттестован "Системным оператором" в конце февраля, поставки мощности начались с 1 марта. Но в РЭА считали, что могут не успеть пройти аттестацию оборудования к этому сроку и, соответственно, начать получать плату за мощность в марте.
Директор по сбыту РЭА Александр Хвалько сообщил, что перенос решения набсовета о списании штрафа объясняется необходимостью зафиксировать дату начала поставки мощности и тем самым рассчитать итоговое значение штрафа. Изначально РЭА предполагал, что пройдет аттестацию в конце первого квартала: в результате итоговая сумма штрафа сократилась с 510 млн руб. до 350 млн руб. "Сумма большая, но все-таки несоизмерима по сравнению со сроками и сложностью строительства, а также длительным сроком эксплуатации и возврата вложенных инвестиций",— отметил господин Хвалько. В "Совете рынка" решение не прокомментировали.
Штраф для НВАЭС-2 не стал самым большим на энергорынке: больше всего потребителям платил "Юнипер" (принадлежит структурам немецкой Uniper) за сгоревший в феврале прошлого года энергоблок (800 МВт) Березовской ГРЭС — около 450 млн руб. в месяц, напоминает Наталья Порохова из АКРА. Первый блок НВАЭС-2 — не последний ДПМ-проект "Росэнергоатома". К 2020 году компания должна сдать второй энергоблок НВАЭС-2, четвертый блок Ростовской АЭС, первый и второй энергоблоки Ленинградской АЭС-2. Директор ассоциации "Сообщество потребителей энергии" Василий Киселев считает, что начисление штрафа для РЭА является "редким случаем исполнения поставщиками электрической энергии рыночных правил по уплате штрафов за нарушение своих обязательств перед потребителями".
http://kommersant.ru/doc/3250206

Карма: +372.62
Регистрация: 19.01.2009
Сообщений: 281,849
Читатели: 55
Регистрация: 19.01.2009
Сообщений: 281,849
Читатели: 55
Сообщают что на банкротство Westinghouse подадут не 31-ого марта (как говорили раньше), а уже завтра - 28-ого. Спешат.

Toshiba's Westinghouse may file bankruptcy Tuesday, seeks Kepco aid: Nikkei

Toshiba's Westinghouse may file bankruptcy Tuesday, seeks Kepco aid: Nikkei
Язык ненависти оказывает сдерживающий эффект на демократический дискурс в онлайн-среде. (c) Еврокомиссия

Карма: +95.75
Регистрация: 27.09.2008
Сообщений: 24,937
Читатели: 2
Регистрация: 27.09.2008
Сообщений: 24,937
Читатели: 2
Цитата: зарун от 27.03.2017 15:00:43Купить «Вестинхауз» мало, надо еще суметь разобраться с его хозяйством и разгрести, созданные за десятилетие завалы. А это вывод из эксплуатации десятков блоков (и в первую очередь в США), решение проблем ОЯТ. А еще как мы помним, как-то надо закрывать вопрос постройки новых блоков и т.д. Потянуть такой паровоз проблем на сегодня способны только две компании «Росатом» и «АРЕВА». Причем у последней, как мы видели выше, также хватает проблем, а потому они не очень рвутся покупать своего конкурента.
Росатому тоже не очень-то нужно подставляться под антимонопольные процессы, тем более с западной "политически окрашенной" судебной системой..
Москва
20 лет
Карма: +282.16
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Регистрация: 22.07.2010
Сообщений: 5,915
Читатели: 7
Модератор ветки
Цитата: Dobryаk от 20.03.2017 06:38:38TEPCO удалось запустить робота на первом блоке Фукусимы-1ТАСС, ОПУБЛИКОВАНО 19.03.2017
Японские специалисты смогли запустить специального радиоуправляемого робота внутрь защитной оболочки первого блока аварийной АЭС "Фукусима-1" и начать его обследование.
Это исследование должно было начаться 14 марта, однако было отложено из-за неисправности внешней камеры, которая передавала видеосигнал в центр управления.
Результаты обследования
Робот обследовал первый блок Фукусимы
AtomInfo.Ru, ОПУБЛИКОВАНО 27.03.2017
Компания TEPCO объявила предварительные результаты обследования нижней части контейнмента первого блока аварийной АЭС "Фукусима Дайичи" (Япония) с помощью специализированного робота.
Начиная с 22 марта 2017 года, на протяжении пяти суток было осуществлено несколько выходов на первый блок робота PMORPH, разработанного в "Hitachi".
Оснащённый дозиметрической аппаратурой и водонепроницаемой камерой, робот произвёл осмотр и измерения фона в десяти точках внутри контейнмента.
План разведки обстановки в нижней части контейнмента первого блока.
Путь робота показан синими стрелками.
Щёлкните левой клавишей мыши для просмотра.
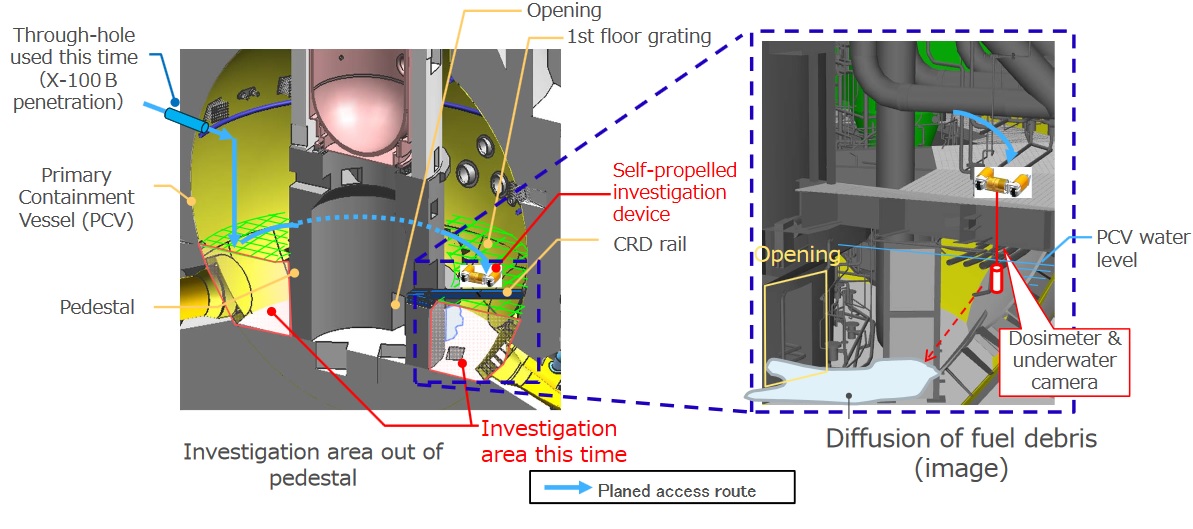
Существенных повреждений у обследованных структур обнаружено не было.
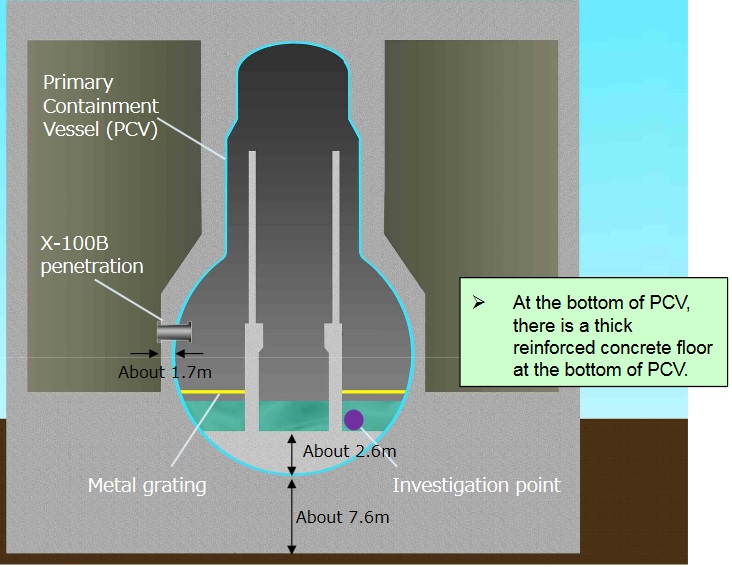
В ходе обследования на днище корпуса реактора и на трубопроводах были выявлены отложения. Для определения природы и состава отложений планируется изучить сделанные фотографии, а также взять их пробы.
Фон в обследованных областях снижался по мере погружения в воду, но вновь возрастал по мере приближения к полу. Максимальная измеренная мощность дозы составила 12 Зв/ч.
Зависимость мощности доз от расстояния до пола в различных точках измерения.
Щёлкните левой клавишей мыши для просмотра.
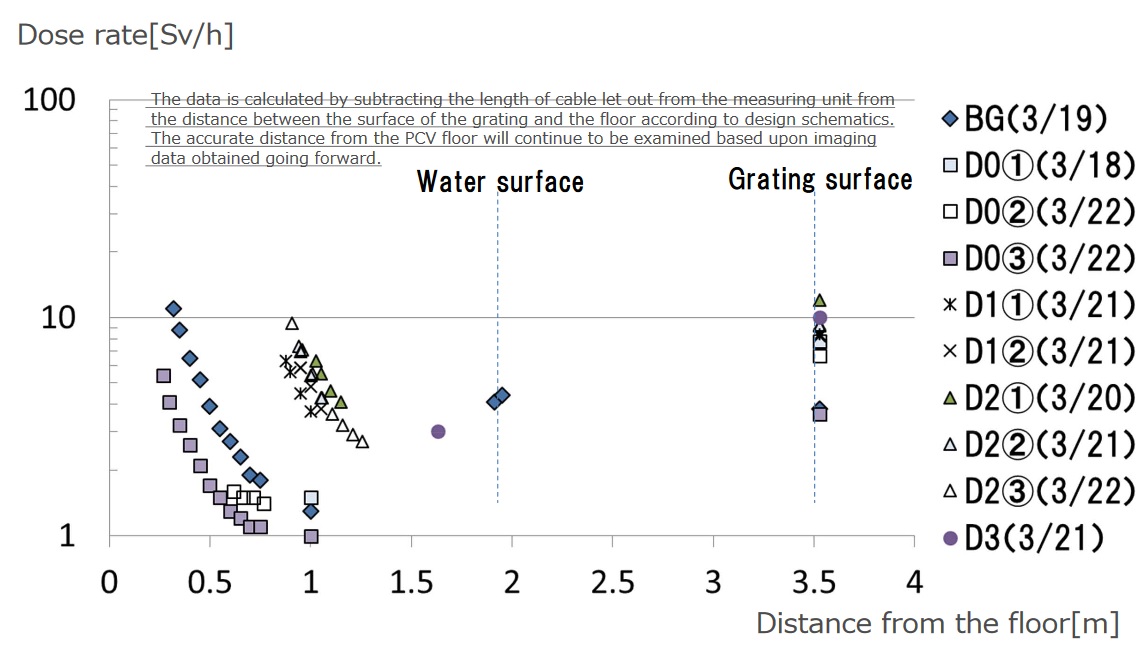
TEPCO проведёт более подробный анализ собранной информации с целью установить - имеются ли вблизи точек измерения топливосодержащие материалы?
Одним из препятствий при сборе информации внутри контейнмента первого блока оказались плавающие в стоячей воде отложения.
Поэтому на следующем этапе предполагается отобрать пробы воды с целью установить природу отложений и разработать стратегию получения более чётких фотографий.
Разведка обстановки внутри контейнмента первого блока проводилась в интересах разработки плана по извлечению топлива и топливосодержащих материалов.
Отредактировано: ДядяВася - 28 мар 2017 16:34:09
Сейчас на ветке:
1,
Модераторов: 0,
Пользователей: 0,
Гостей: 0,
Ботов: 1